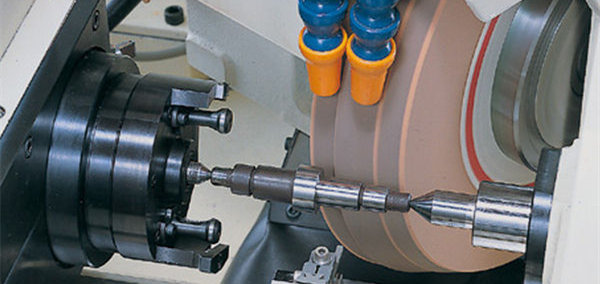
The Case of Roll Grinding with CBN Wheel
.jpg)
.jpg)
| Application |
Cylindrical external grinding |
| Wheel sizes |
1A1 D700-70T-10X-3R-304.8 |
| Machine |
HERKULES |
| Coolant |
Emulsion |
| Wheel speed |
40M/S |
| Work-piece speed |
2040rpm |
| Work-piece |
Cylinder Ø550 x 2500mm |
| Material |
Hardened steel |
| Hardness |
62HRC |
| Stock removal |
0,2mm/Ø |
| Roughness achieved |
0,8 Ra |
| Specification CBN wheel used |
CBN 107 |
| Results |
Time process reduced about 50% compared with usual grinding wheel |
What is the difference between "plunge" and "traverse" cylindrical grinding?
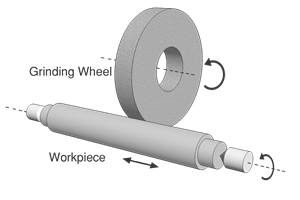
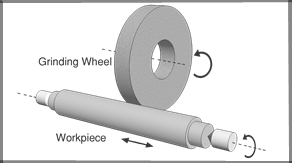
Traverse grinding:
Grinding operation that indicates that the feed is moved laterally in the direction of the wheel axis
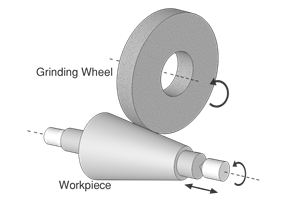
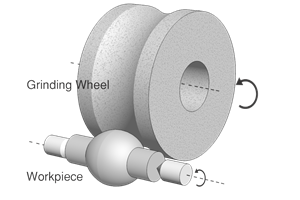
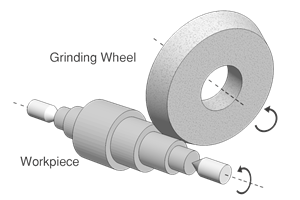
Plunge grinding:
Without horizontal movement, the grinding wheel directly contacts the processed object and rotates in the same direction.
Comparison of grinding results
When grinding in the transverse mode, the grinding wheel moves left and right along the processed object. Since there are many directions of abrasive particles, a better surface roughness can be obtained.
It is usually used for longer workpieces, so it is also necessary to pay attention to the accuracy problems caused by grinding wheel wear. In the case of straight-line grinding, the grinding wheel is in vertical contact with the workpiece and does not move left and right. Because only unidirectional abrasives are processed, the surface roughness is inferior to that of the horizontal type. Generally, the length of the workpiece is short, and the thickness of the grinding wheel may also be thicker (depending on the grinding range).
How to improve surface roughness
If it is desired to achieve the same surface roughness as the horizontal grinding in the straight grinding, it can be improved by adjusting the specifications of the grinding wheel.
Selection principle:
When choosing a grinding wheel with a finer grain size, it is also necessary to consider the "heat dissipation problem". Because of the straight-forward grinding, the single contact area between the grinding wheel and the work object is large, and the single residence time will also affect the heat generation (the longer the stop, the higher the grinding heat).
Therefore, the porosity and hardness of the grinding wheel need to be adjusted according to the nature of the workpiece and the grinding parameters, so as to avoid the problems of burns and vibration.
.png)
.png)

.png)