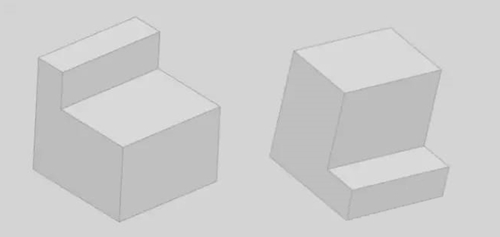
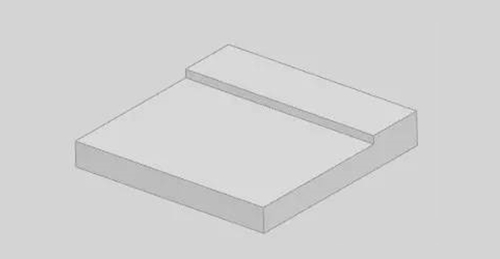
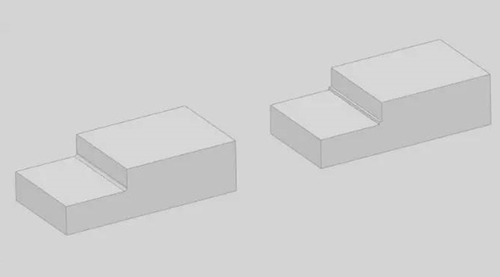
It is not difficult to process steps with a surface grinder. It should be noted that the steps can be ground from two directions, the choice of which face to cut the steps from is based on efficiency. The following chart, the same part in a different direction, the efficiency of grinding is different, you will choose from which direction to start?
 Particularly long workpiece
Particularly long workpiece
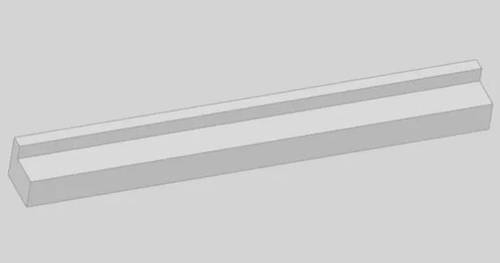
Grinding step when the workpiece grinding area is relatively large, processing heat, easy to deform, so you need to pay attention to the roughing, you need to choose the direction of the cut step, finishing time, but also pay attention to the best is not the bottom of the side at the same time to grind, with a coarse grinding wheel lying grinding a surface, and then stand up to grind another surface, try to avoid grinding with the side of the wheel to grind, and finally change the fine grinding wheel to clear the corner.
Grinding steps for small workpieces
Small workpiece is often encountered only 0.1mm or even 0.05mm step, grinding this step, not precision machining, can be arbitrary processing, for precision parts, it is necessary to clear the angle, the design will generally indicate the need to clear the angle so that the R is less than 0.03mm, no matter how small the step, it is necessary to come out of the straight position, even if it is only a few filaments, the general selection of materials 120K clearing angle of 3-5 times can be achieved, the hardness of the material is particularly high. For the hardness of the material is particularly high on the more troublesome, such as DC53, SKH-9 and other materials, you need to use a finer grinding wheel such as 360K to clear the angle, the number of times also need to increase accordingly, check the size of the R, experienced masters are based on the feeling and experience, do not do a long time of friends can be used to check the projection, projection of several times after the heart will be a number of times.
Steps with R
This situation is also very common, need to pay attention to is to open the thick when you need to leave the position of the R open out a step, finishing time to fix the R directly repair in place can be, as follows.04 four steps of this type of workpiece need to pay attention to all sides of the process of leaving a certain amount of platform, some places called feet, or grinding step finishing time there is no support, there is a deformation of the possibility of the process of the platform do not have to leave too much, 0.7-2mm can be. 0.7-2mm can be, convenient to remove the technology table will not be deformed.
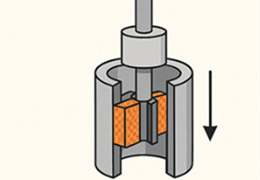
Grinding of grinding needle:
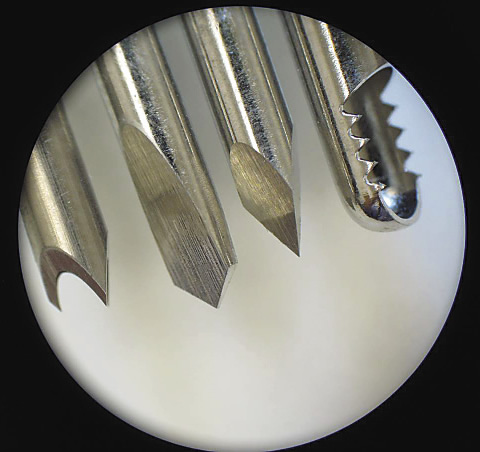
Thimble, set of needles need to grind the height, first with a color pen, calipers on the needle to mark out the approximate height, leave a little margin, and then manually cut off with a cutting blade, grind the height of the need to use homemade fixture, most of the mold room have to do this kind of fixture, specifically used to grind the height of the needle, the shape may be slightly different, but the function is the same, it is recommended that a taller one is used to grind the thimble, a shorter one is used to grind the set of pins, the top cut with Various specifications of the V-shaped groove, mounted needle clamping positioning, when used can be lying down or vertical, that is to say, you can use the bottom of the grinding wheel grinding, you can also use the side of the grinding wheel grinding, pay attention to the burning knife, the needle's heat dissipation performance is not good, do not pay attention to the words clearly grinding to the number of the results of the height is small, and grinding too hard may be deformed.