What is grinding?

Grinding is a processing method that removes the excess layer on the surface of the workpiece with the help of the cutting action of the abrasive tool, so that the surface quality of the workpiece meets the predetermined requirements. Grinding is a very widely used processing method in machinery manufacturing, which uses abrasives as tools to carry out cutting processing on the grinding machine. The machining accuracy can be up to IT6 ~ IT4 level, surface roughness Ra value of 1.25 ~ 0.01 μm. can also complete other machine tools difficult to process materials, such as hardened steel, carbide, glass, ceramics and other processing.
The process range of grinding machine processing is very wide, can grind internal and external cylindrical and conical surfaces, flat surfaces, gear tooth contour surface, spiral surface and a variety of molding surface. With the continuous development of abrasives, the continuous improvement of the structure and performance of machine tools, as well as the adoption of high-speed grinding, power grinding and other efficient grinding processes, grinding has been gradually expanded to the field of roughing.
The motion during grinding processing varies with the abrasives used, the process method and the shape of the surface to be processed by the workpiece. For grinding machines with grinding wheels, the main motion is the high-speed rotary motion of the grinding wheel, and the form of the feed motion depends on the shape of the surface of the workpiece to be processed and the grinding method used, which can be accomplished by the workpiece or the grinding wheel respectively, and can also be accomplished by both together.
Types of Grinding Machines

There are many types of grinding machines, which can be adapted to the processing of a variety of different surfaces and shapes of workpieces. The main types are: cylindrical grinder, surface grinder, tool grinder, tool sharpener grinder and various kinds of specialized grinder, etc.; there are also belt grinder with flexible abrasive belts as the cutting tool, fine grinding machine tool with oil stone and abrasive as the cutting tool, etc.
Cylindrical Grinding Machine
The process range of universal cylindrical grinding machine is wide, and it can grind internal and external cylindrical surfaces, internal and external conical surfaces, end surfaces, etc. However, its productivity is low. However, its productivity is low and it is suitable for single piece small batch production.
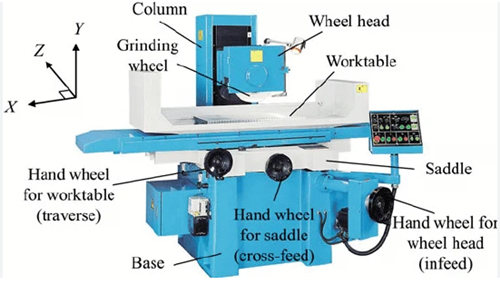
I. Composition of Cylindrical Grinding Machine
1 Bed/Base
Bed 1 is the basic part of the grinder, which is used to support the grinding wheel frame 5, table 3, head frame 2, tail frame 6 and other parts, and keep their accurate relative position and movement accuracy. Inside the bed are hydraulic devices and longitudinal and transverse feeding mechanisms, etc.
2 Headstock
Headstock 2 consists of shell, spindle parts, transmission device, etc. It is used to mount and clamp the workpiece and drive the workpiece to rotate. Adjusting the variable speed mechanism can change the rotating speed of the workpiece.
3 Working table
The worktable 3 is divided into upper and lower levels. The upper worktable can be deflected around the mandrel of the lower worktable in the horizontal plane at an angle of about ±10° in order to grind the tapered surface. The lower table is driven mechanically or hydraulically to drive the headstock 2 and tailstock 6 to make longitudinal feeding movement along the bed, and the stroke is controlled by the ram.
4 Internal grinding tool
The internal grinding tool 4 is used for grinding the inner hole of the workpiece. It can be fitted with an internal grinding wheel at the spindle end and is driven by a separate electric motor to realize the grinding movement.
5 Grinding wheel holder
The grinding wheel holder 5 is used to support and drive the high-speed rotating grinding wheel spindle. The grinding wheel holder is mounted on a transverse guideway, and the transverse feed movement of the grinding wheel is realized by manipulating the transverse feed handwheel. When grinding short conical surfaces, the grinding wheel holder and headstock can be rotated ±30° and +90° (counterclockwise) around the vertical axis respectively.
6 Tailstock
Tailstock 6, together with the front center of headstock 2, is used to support the workpiece. The spring at the rear end of the tailstock sleeve adjusts the axial pressure of the center on the workpiece.
7 Foot operated control panel
Used to control the hydraulic centers on the tailstock for quick loading and unloading of workpieces. What is grinding?
Grinding is a processing method that removes the excess layer on the surface of the workpiece with the help of the cutting action of the abrasive tool, so that the surface quality of the workpiece reaches the predetermined requirements. Grinding is a widely used processing method in machinery manufacturing, which uses abrasives as tools for cutting on the grinding machine. The machining accuracy can be up to IT6 ~ IT4 level, surface roughness Ra value of 1.25 ~ 0.01 μm. can also complete other machine tools difficult to process materials, such as hardened steel, carbide, glass, ceramics and other processing.
Other common types of grinding machines
1. Centerless Cylindrical Grinding Machine
In centerless cylindrical grinding machine grinding cylindrical surface, the workpiece does not need to play the center hole, so that not only eliminates the error brought about by the eccentricity of the center hole (i.e., there is no positioning error), but also makes loading and unloading simple and time-saving. As there are guide wheels and pallets to support the workpiece along the entire length, some slender workpieces with poor rigidity can also be used for grinding with larger cutting dosage, so the productivity is higher.
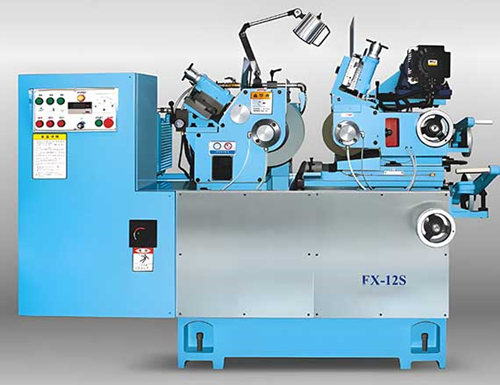
However, the machine tool adjustment time is longer, suitable for batch and mass production.
In addition, centerless cylindrical grinding machine can not grind circumferential discontinuous surface (such as keyway), and can not guarantee the coaxiality of the ground cylindrical and bore.
.jpg) 2.Tool grinding machine
2.Tool grinding machine
Tool grinder is the general name of the grinder used for grinding all kinds of special complex workpieces, mainly used for grinding the edge of various cutting tools, such as lathe, milling cutter, reamer, gear cutting tool, threading tool, etc. The tool grinder is equipped with corresponding machine accessories. Fitted with the corresponding machine tool accessories, can be a smaller volume of the axis of the outer circle, rectangular plane, bevel, groove and hemisphere and other complex shape of the machine tool, jig, mold grinding process. Specifically including tool curve grinder, drill groove grinder, broach edge grinder, hobbing edge grinder, and spline shaft grinder, thread grinder, piston ring grinder, gear grinder and so on.
 3. CNC Grinding Machines
3. CNC Grinding Machines
CNC grinding machine is the use of abrasives on the surface of the workpiece grinding machine tools. CNC grinding machine and CNC surface grinding machine, CNC centerless grinding machine, CNC internal and external cylindrical grinding machine, CNC vertical universal grinding machine, CNC coordinate grinding machine, CNC profile grinding machine and so on.
Introduction of Grinding Process
Grinding is a kind of cutting process that uses the high-speed rotation of the grinding wheel as the main movement, and the low-speed rotation and linear movement of the workpiece as the feeding movement. It is one of the most commonly used machining methods in mechanical parts processing and machine manufacturing, and the following is to share with you the principle of grinding process and related knowledge.
Grinding process is distributed on the surface of the grinding wheel by a large number of abrasive grains at a very high speed rotation on the surface of the workpiece processing process, each abrasive grain is like a small cutting edge.
The grinding process of a single abrasive grain is divided into three stages when it cuts into the workpiece:
1 sliding friction stage. Abrasive grains on the surface of the workpiece friction, extrusion, so that the workpiece elastic deformation. At this time, the abrasive grain did not play a cutting role, known as the sliding friction stage.
2 scribing stage. Abrasive grains on the surface of the workpiece engraved grooves, this stage is called scribing stage.
3 cutting stage. Abrasive grains ahead of the gold along the shear surface slip into chips, this stage is called the cutting stage.
It can be seen that the grinding process of an abrasive grain so that the grinding surface has experienced three stages of sliding friction, scribing (augmentation) and cutting
Stage. The common forms of abrasive chips formed are banded, nodular, tadpole-shaped and ash.
Grinding Motions and Dosage
When grinding, there are generally four motions.
1. Main Motion. The rotary motion of the grinding wheel is called the main motion. The main motion speed υc (m/s) is the linear speed of the grinding wheel's outer circle, i.e.
υc=πd0n0/1000. where d0 is the grinding wheel diameter (mm); n0 is the grinding wheel speed (r/s).
For normal grinding, the main motion speed υc is 3035m/s; when υc>45m/s, it is called high-speed grinding.
2. Feed motion. There are three kinds of feeding motions as follows:
1 Radial feeding motion. The radial feed motion is the motion of the grinding wheel cutting into the workpiece. The radial feed fr refers to the distance the workpiece moves radially relative to the grinding wheel in every double (single) stroke of the table, in mm/double stroke. When the grinding wheel does continuous feeding, the unit is mm/s. In general, fr (or ap) = 0.050.02mm/double stroke.
3. axial feeding movement. Axial feed movement is the axial movement of the workpiece relative to the grinding wheel. Axial feed refers to the workpiece per revolution or table per double stroke within the workpiece relative to the axial movement of the grinding wheel distance, the unit is mm / r or mm / double stroke. In general, fa (or f) = (0.20.8) B, B is the grinding wheel width in mm.
4. Circular (or linear) feed motion of the workpiece. The workpiece speed υw is the linear speed of the circumferential feeding motion of the workpiece, or the motion speed of the table (together with the workpiece) in straight line feeding, in m/s.
Grinding stage
When grinding, the back force Fp is very large, causing elastic deformation of the process system, which makes the actual grinding depth differ from the value shown on the grinding machine dial. So the actual grinding process of ordinary grinding is divided into three stages.
1 Initial grinding stage. When the grinding wheel just starts to contact the workpiece, due to the elastic deformation of the process system, the actual grinding depth is smaller than the radial feed shown on the grinding machine dial. The less rigid the process system, the longer the initial grinding stage.
2 Stabilization phase. In the stabilization stage, when the elastic deformation of the process system reaches a certain degree, and the radial feed is continued, the actual grinding depth is basically equal to the radial feed.
3 Clear grinding stage. After grinding away the main machining allowances, the radial feed can be reduced or not fed at all for a further period of time. At this time, due to the gradual recovery of the elastic deformation of the process system, the actual grinding depth is greater than the radial feed. As the workpiece is ground layer by layer, the actual grinding depth tends to zero, and the grinding sparks gradually disappear. The clear grinding stage is mainly to improve the grinding accuracy and surface quality.
.jpg)







