Electrical spindle is a new technology that integrates machine tool spindle and spindle motor in the field of CNC machine tools, which, together with linear motor technology and high-speed tool technology, pushes high-speed machining into a new era. The electric spindle is a set of components, which includes the electric spindle itself and its accessories: the electric spindle, high-frequency frequency conversion device, oil mist lubricator, cooling device, built-in encoder, tool changer, etc. The rotor of the electric motor is directly used as the rotor of the machine tool. The rotor of the electric motor is directly used as the spindle of the machine tool, and the housing of the spindle unit is the motor housing, and with other components, the integration of the electric motor and the spindle of the machine tool is realized.
With the rapid development and increasing improvement of electrical transmission technology (frequency control technology, motor vector control technology, etc.), the mechanical structure of the main drive system of high-speed CNC machine tools has been greatly simplified, basically eliminating the belt wheel drive and gear drive. The machine tool spindle is directly driven by the built-in motor, thus shortening the length of the machine tool main transmission chain to zero, realizing the "zero transmission" of the machine tool. This spindle motor and machine tool spindle "into one" form of transmission structure, so that the spindle components from the machine tool transmission system and the overall structure of the relatively independent, and therefore can be made into a "spindle unit", commonly known as "electric spindle" (ElectricSpindle). "(ElectricSpindle,Motor Spindle). As the current spindle is mainly used in high-frequency AC motors, it is also known as the "high-frequency spindle" (High FrequencySpindle). Because there is no intermediate transmission links, sometimes also called "direct drive spindle" (Direct Drive Spindle).
2. Electric Spindle Structure
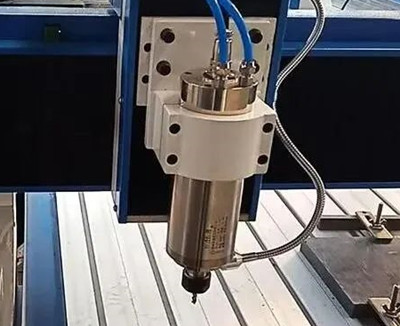
The spindle consists of a shell-less motor, spindle, bearings, spindle unit shell, drive module and cooling device. The rotor of the motor is integrated with the spindle using the press-fit method, and the spindle is supported by the front and rear bearings. The stator of the motor is mounted in the housing of the spindle unit by means of a cooling jacket. The spindle speed is controlled by the spindle drive module and the temperature rise in the spindle unit is limited by the cooling unit. At the rear end of the spindle a speed and angular displacement sensor is mounted, and at the front end the inner taper hole and end face are used for mounting the tool.
3. Cooling of the motor spindle
Since the motor is integrated into the spindle unit and the rotational speed is very high, a large amount of heat will be generated during operation, causing the temperature rise of the spindle, which makes the thermal and dynamic characteristics of the spindle deteriorate, thus affecting the normal operation of the spindle. Therefore, certain measures must be taken to control the temperature of the spindle, so that it is constant within a certain value. At present, machine tools generally take the mandatory circulation of oil cooling of the stator and spindle bearing of the spindle cooling, that is, after the oil cooling device cooling oil mandatory in the spindle outside the stator and the spindle bearing outside the circulation, to take away the heat generated by high-speed rotation of the spindle. Machine tool in addition, in order to reduce the heat of the spindle bearing, but also must be reasonable lubrication of the spindle bearing.
4. Electric Spindle Drive
Electric spindle motor are used in AC asynchronous induction motor, because it is used in high-speed machining machine tools, start from standstill to rapidly speed up to tens of thousands of revolutions per minute or even hundreds of thousands of revolutions, starting torque, and thus the start-up current should be more than the rated current of ordinary motors 5 to 7 times. Its drive mode has inverter drive and vector control drive drive two kinds. Frequency converter drive control characteristics for constant torque drive, the output power is proportional to the torque. The latest frequency converter of machine tool adopts advanced transistor technology, which can realize stepless speed change of spindle. Machine tool vector control drive drive control for the low-speed end of the constant torque drive, in the middle and high-speed end of the constant power drive
5. Advantages of Electrical spindle
Electric spindle has the advantages of compact structure, light weight, low inertia, low noise, fast response, and high speed, high power, simplify the machine design, easy to realize the spindle positioning, is an ideal structure in the high-speed spindle unit. The electric spindle bearing adopts high-speed bearing technology, which is wear-resistant and heat-resistant, and its life span is several times that of traditional bearings.
6. Characteristics of Electrical spindle
High speed, high precision, low noise, inner ring with lock port structure is more suitable for spray lubrication.
Main Applications of Electrical spindle:
CNC machine tools ●Electromechanical equipment
Micro motors ●Pressure rotors
(1)_.jpg)
Electrospindle is a high-precision actuator, and the main factors affecting the rotary accuracy of the electrospindle are:
① Spindle error
Mainly includes the roundness error of the spindle bearing journal, coaxiality error (so that the spindle axis line skewed) and the spindle journal axial bearing surface and the perpendicularity of the axis error (affecting the axial runout of the spindle).
② bearing error
Bearing errors include sliding bearing bore or rolling bearing raceway roundness error, sliding bearing bore or rolling bearing raceway waviness, rolling bearing roller shape and size error, bearing positioning end face and axis line perpendicularity error, parallelism between the bearing end face error, bearing clearance, and cutting in the force deformation.
③ Radial unequal stiffness and thermal deformation of the spindle system
From the above, it can be seen that the main reason affecting the rotary accuracy of the spindle is bearing wear, shaft and contact surface wear. In order to ensure that our spindle can work properly under the condition of accuracy, we have to minimize the wear rate of the relevant parts of the bearing, and the main way to reduce wear is lubrication, lubrication treatment of bearings to ensure good lubrication and cooling effect. Therefore, choosing a reasonable and correct lubrication method is an important condition to ensure the normal operation of the spindle.
After years of research and some customers' response, the use of oil and gas lubrication device in the electric spindle is generally recognized, commonly known as "electric spindle oil and gas lubrication device". The common explanation of the oil and gas lubrication device for electric spindle is that the oil follows the flow of gas and moves forward. Gas in the process of movement, will drive attached to the pipe wall above a small number of oil droplets into the two sides of the transmission bearings, sprayed to the friction surface is with oil droplets of oil and gas mixture. This lubrication device is not only economical, environmentally friendly, fast and efficient, but more importantly, the oil droplets are moderate, which will not result in too much oil bearings can not dissipate heat, and will not result in too much oil, bearings in the process of high-speed rotation back pressure, to avoid an increase in the load on the spindle, and will not produce the phenomenon of tampering.
8 Control of Electrical spindle:
In CNC machine tools, the electric spindle usually uses frequency conversion speed control method. At present, there are mainly three control methods: ordinary frequency conversion drive and control, vector control drive drive and control, and direct torque control.
Ordinary frequency conversion is scalar drive and control, and its drive control characteristic is constant torque drive, and the output power and speed are proportional. The dynamic performance of ordinary frequency conversion control is not satisfactory enough, the control performance is not good at low speeds, the output power is not stable enough, and it does not have the C-axis function. However, it is inexpensive and simple in structure, and is generally used in grinding machines and ordinary high-speed milling machines, etc.
Vector control technology imitates the control of DC motors, orienting the rotor magnetic field and realizing the drive and control with vector transformation, which has good dynamic performance. The vector control drive has a large torque value when it is just started, and together with the simple structure and small inertia of the electrospindle itself, the start-up acceleration is large, and it can achieve the permissible limit speed instantaneously after start-up. This kind of drive has two kinds of open-loop and closed-loop, the latter can realize the position and speed feedback, not only has better dynamic performance, but also can realize the C-axis function; while the former dynamic performance is a little bit worse, and also does not have the C-axis function, but the price is cheaper.
Direct torque control is another new type of high-performance AC speed control technology developed after vector control technology, with novel control idea and simple system structure, which is more suitable for high-speed spindle drive and better meets the requirements of high-speed spindle with high speed, wide speed range, high-speed instantaneous quasi-stopping dynamic and static characteristics, and it has become a hot technology in the field of AC drive.
9 Maintenance of Electrical spindle:
(1) The operator should use a vacuum cleaner to clean up the waste chips on the rotor end of the motor spindle and the motor terminals after each day's work, to prevent the waste chips from accumulating on the rotor end and terminals, so as to avoid the waste chips from entering into the bearings and accelerating the wear and tear of the high-speed bearings; and to avoid the waste chips from entering into the terminal, which will cause the motor to be short-circuited and burnt.
(2) Every time the tool is replaced on the spindle, the operator must unscrew the pressure cap chuck, and cannot use the method of directly inserting or removing the tool to change the tool!
The operator should make a habit of cleaning the card head and pressure cap after unloading the tool.
(3) Every day after the start of the operator must check the cooling water flow of the spindle ground state of work, to check whether the pump is working properly, to check whether the cooling water is contaminated by scale, microbial contamination, to check the pipeline state is normal, must ensure that the cooling water is circulating normally! It is strictly prohibited to turn on the electric spindle without cooling water passing through the spindle! Only under the premise of normal cooling the spindle can be in good working condition. If there is a dead bend in the water pipe causing poor water flow or dirt blocking the pipe, it will cause the spindle to not work properly and will affect the machining results.


.jpg)



