Knowledge of Double End Grinding Machines and Solutions to the Machining Defects
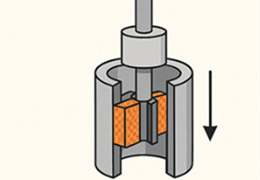
The double-end grinder is a high-efficiency surface processing machine tool that grinds two parallel end surfaces at the same time in one processing process. According to the structure, it can be divided into horizontal and vertical types. According to the feeding method, it can be divided into through-type, Rotary type, reciprocating type. Because the ground products have high precision and high production efficiency, they are widely used in many industries such as automobiles and motorcycles, bearings, and magnetic materials. Pistons, piston rings, valve gaskets, connecting rods, cross shafts, valve plates, shift forks, hydraulic pump blades, rotors, stators, compressor slides, bearing inner and outer rings and rollers in the automobile and motorcycle industry, magnets in the electronics industry Rings, magnetic steel sheets, graphite plates and other products made of various materials are suitable for processing.
At present, the foreign equipment using this type of double-end grinder in China include: KOYO, NISSEI, PETER-WOLTERS and STUDER.
Features of Double end Grinder:
There will be some problems during the working process of the double-end grinder. If the double-end grinder does not have good technical support during operation, it will not be able to effectively produce better workpieces.
Of course, double-end grinders also have many excellent characteristics. The excellent characteristics of double-end grinders are mainly reflected in their production efficiency.
high productivity. The time required for double-face grinder parts processing mainly includes two parts: maneuvering time and auxiliary time. The range of rotation speed and feed rate of the double-end grinder spindle is larger than that of ordinary machine tools. Therefore, the most advantageous cutting amount can be selected for each process of the double-end grinder. Due to the good structural rigidity of the double-end grinder, it allows powerful cutting with large cutting amounts, which improves the cutting efficiency of the double-end grinder and saves maneuvering time. The moving parts of the CNC machine tool have a fast idle stroke speed, which takes a long time to clamp the workpiece. Tools can be replaced automatically. The time is greatly reduced compared with ordinary machine tools.
1. Rough grinding and fine grinding can be achieved through the program settings of the CNC system.
2. It can be formed as the diameter of the grinding wheel decreases, the grinding wheel correction amount is automatically compensated, the ball screw gap error compensation, etc., and the position compensation function after correction;
3. The minimum setting unit of the system is 0.1μm, and the grinding wheel grinding parameter values can be displayed;
4. The use of linear motors, dynamic balancing and other technical processes greatly improves the efficiency of the machine tool.
Grinding workpiece of Double end Grinder:
Various types of metal or non-metal material workpieces that require precision grinding on both ends, especially thin-walled workpieces that require high processing accuracy. Their common characteristics are:
1. Large batch size. The general processing volume is more than one million pieces.
2. Wide adaptability. Grinding materials include cemented carbide, cast iron high-speed steel, copper-iron composite materials, magnetic materials, ceramics, etc.
3. High processing precision. The general accuracy is flatness ≤ 2 μm; parallelism ≤ 3 μm; roughness value Ra ≤ 0.2 μm.
How to deal with common problems with double-end grinders
Treatment of Common Problems of Double end Grinding Machine:
1. Grinding burns
The grinding process is the process of squeezing, sliding, plowing and separation of wear debris by abrasive particles on the surface of the workpiece. The whole process is accompanied by the friction of abrasive particles on the surface of the workpiece, especially the double-end grinding process. The grinding area is large, the friction resistance increases, the heat generated by friction also increases, and high temperatures are easily generated. The high temperature generated by friction also accumulates where the wear debris gathers, causing the local metal structure on the surface of the workpiece to anneal and shrink, forming a concave shape and turning the surface color purple, forming grinding burns.
The key to solving grinding burns is to select a suitable grinding wheel. The grinding wheel must have appropriate hardness so that it cannot wear out too quickly, and must have strong self-sharpening properties to reduce the frictional resistance generated during grinding. Secondly, the grinding wheel must have good Chip removal performance, in addition, the cutting fluid must be sufficient to have a better cooling effect. If there is only a slight burn during grinding (a small area of bright spots appears on the surface of the workpiece), the grinding wheel speed can be appropriately lowered and the cutting force can be reduced to solve the burn problem of the workpiece.
The taper of the part.
The taper of the workpiece can be adjusted or the leaf plate on the guide wheel surface of the machine tool should be padded with water-proof paper; check whether the guide wheel bearing of the machine tool is too loose.
2. Grinding and sagging (grind more on the four corners)
There are many reasons for grinding edge collapse, which are related to the relative positions of the base plate, the base grinding wheel, the guide plate and the grinding angle of the grinding wheel.
First of all, the grinding angle of the grinding wheel must be checked and adjusted as mentioned above to avoid the concentration of grinding amount on a certain section of the grinding wheel during grinding, and to maintain uniform grinding force when the workpiece is ground by the grinding wheel, so as to achieve the purpose of layered and step-by-step grinding.
Secondly, check and adjust the parallelism between the inlet and outlet reference bottom plates and the right grinding wheel, and the height differences between them. Adjust the appropriate gap between the inlet and outlet base plates of the guide plate to allow the workpiece to pass freely without interference, but also to ensure that it is not deviated or skewed.
In addition, the positional relationship of the reference grinding wheel is also important, and should be 0.02-0.03mm higher than the exit reference bottom plate.
Another thing is to check the flatness of the grinding surface of the grinding wheel. Because the linear speed of the grinding wheel gradually decreases from the outer edge to the center to zero, the outer edge is consumed quickly and is prone to center protrusions. Therefore, the grinding wheel must be trimmed to keep the surface smooth.
3. Smoothness
The poor surface finish of the double-end grinder when grinding parts may be caused by the following factors: the middle height of the part is not high; the grinding area reserved for the part is too small; the vibration of the grinding wheel is too strong; the machine tool The quality of the guide wheel is not high; are there any floating oil stains on the surface of the cutting and grinding fluid of the grinder or the quality has changed?
4. Workpiece thickness deviation
When the thickness deviation of the workpiece is large after grinding and the quality requirements cannot be met, the grinding wheel angle should be checked.
The thickness deviation in the width direction of the workpiece should be due to the different openings of the upper and lower points in the vertical direction of the grinding wheel. If there is a thickness deviation in the length direction, it should be because the angle of the grinding wheel is too large or too small, or it is reversed (the inlet is smaller than the outlet). Therefore, if there is a thickness deviation, just adjust the angle.
5. Roundness of parts
The roundness of the part is not ideal, and the middle height of the part is not high; observe whether there are any abnormalities in the grinding and cutting sound and fire core of the double-end grinder; whether there is any abnormal vibration when the machine tool is grinding and cutting.
6. Different grinding textures (random grains)
Poor grinding texture is generally related to poor chip removal performance and weak cutting force of the grinding wheel. It is also related to other aspects:
The feeding pressure plate is adjusted too tightly and the feeding is not smooth;
The flow rate of the cooling grinding fluid is too small and the pressure is too low, so the cooling and flushing effect cannot be achieved;
The grinding wheel is not rested in time, the surface of the grinding wheel is uneven, and the center is too high.
7. Standards for the middle height of parts
For rough grinding parts, the center point of the machine tool grinding wheel bearing is usually regarded as the center; for fine grinding parts, the center height is half or one-third of the center height of the double-end grinder bearing and the center height of the part.
8. Grinding wheel grooving
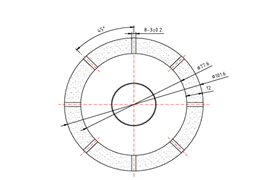
The grooving of the grinding wheel mentioned here does not mean grooving the entire grinding surface of the grinding wheel. As mentioned earlier, in order to make the grinding wheel have a good chip removal effect, the grinding wheel surface should be made into a honeycomb hole form. In horizontal double-face grinding, this is not enough. Generally, grooves must be cut around the middle hole of the grinding wheel for two reasons:
First, when the grinding wheel is grinding, the linear speed of the outer edge is higher than that of the middle, and it reaches zero when it reaches the central axis. There is almost no grinding effect in a circle around the central axis, and the grinding wheel is almost not consumed, so in order to speed up the consumption of the central grinding wheel , open 6-8 grooves around the central outlet hole.
Second, the water outlet hole in the middle of the grinding wheel is small (diameter 20mm). During grinding, the workpiece passes continuously, and the width of the workpiece is generally greater than 20mm, resulting in poor water flow and increased water pump resistance. Therefore, opening 6-8 grooves in the water outlet of the middle hole of the grinding wheel is helpful to lead the grinding fluid out, reduce the pressure of the pump, and allow the grinding fluid to reach the grinding area smoothly under the action of centrifugal force.
Defect Analysis in Grinding Wheels and Dressing when using Double end Grinder
1. Poor surface roughness of workpiece
The grinding wheel size is inappropriate: choose the appropriate grinding wheel size
The coolant is not filtered cleanly: Check the coolant filtration system
The dressing speed of the dresser is too fast or the dresser is not sharp enough: slow down the dressing speed or change the angle of the dresser or replace it with a new dresser.
The feed amount is too large: reduce the feed amount
Workpiece speed is too low: increase workpiece speed
Grinding wheel speed too low: increase grinding wheel speed
2. Workpiece size continues to vary
The hardness of the grinding wheel is soft: choose a harder grinding wheel
3. Poor discontinuity in workpiece size
The hardness of the grinding wheel is too hard: choose a softer grinding wheel
4. The grinding wheel is burned
The feed amount is too large: reduce the feed
The coolant flow is not enough or the nozzle direction is incorrect: increase the coolant flow or adjust the nozzle direction.
The grinding wheel is too hard: choose a softer or more open grinding wheel.
The grinding wheel is not dressed properly: redress the grinding wheel or replace the dresser.
The metal shavings in the coolant are not filtered cleanly: check the filtration system
5. There are vibration marks on the surface of the grinding wheel
The grinding wheel is not smoothed: redress the grinding wheel
The feed amount is too large: reduce the feed amount
Machine tool vibration: Check the vibration of the machine tool and the surrounding environment
The grinding wheel is too hard: reduce the hardness, increase the workpiece speed, and speed up dressing.