A precision tool manufacturing company operating Walter CNC grinding machines faced critical challenges in their end mill production process. The existing grinding wheels were causing:


- Excessive grinding time reducing overall production throughput
- Frequent wheel dressing requirements disrupting workflow continuity
- High wheel wear rates increasing operational costs
- Vibration and abnormal noise during machining affecting surface quality
- Need for multiple passes when grinding smaller diameter cutters (below Ø16mm)
The customer required a solution that would maintain precision while dramatically improving grinding efficiency and reducing total cost of ownership.
Solution: Hybrid Bond Diamond Wheel Implementation
After comprehensive testing, the customer implemented Moresuperhard hybrid bond diamond wheels specifically engineered for carbide end mill grinding applications. Two different wheel configurations were deployed based on specific machining requirements.
Configuration 1: Multi-V Shape Wheel Set (11V9 + 12V9)
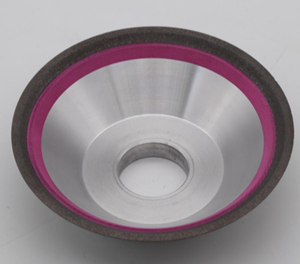
Wheel Specifications:
- 11V9 D46 C100: D=100mm, U=10mm, X=3mm, H=20mm, T=30mm, E=10mm
- 12V9 D46 C100: D=125mm, U=10mm, X=3mm, H=20mm
Grinding Parameters:
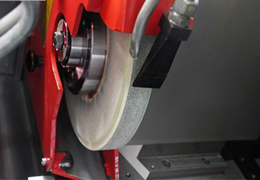
- Machine: Walter CNC grinding system
- Wheel Speed: Vc = 21 m/s
- Coolant: Oil cooling system
- Feed Rate: Vf = 125 mm/min
- Workpiece: Carbide end mill, Ø4mm
- Depth of Cut: ae = 0.5mm
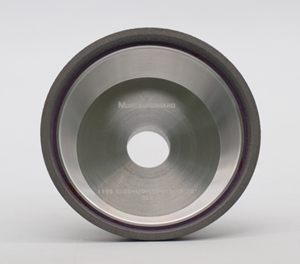
Configuration 2: Flat Type Wheel (1A1)
Wheel Specifications:
- 1A1 125-10-20 10-10 D54 C100
Grinding Parameters:
- Machine: Walter CNC grinding system
- Wheel Speed: Vc = 19 m/s
- Coolant: Oil cooling system
- Feed Rate: Vf = 120 mm/min
- Workpiece: Carbide end mill, Ø12mm
- Depth of Cut: ae = 3.6mm
- Material Removal Rate: Qw = 7.2 mm³/(mm·s)
Performance Results: Efficiency Gains Across Multiple Applications
Configuration 1 Performance (11V9 + 12V9 Wheel Set)
Production Efficiency
- 30% reduction in grinding time compared to previous wheels
- 2-3 times longer dressing intervals significantly reducing downtime
- Extremely low wheel wear rates maintaining consistent performance
Longevity Testing Results
Processing 2,200 pieces of standard end mills (D4-12L-4F-60L):
| Wheel Type |
Initial Radius |
Final Radius |
Diameter Wear |
| 11V9 Wheel |
0.10mm |
0.17mm (stabilized) |
0.15mm |
| 12V9 Wheel |
0.10mm |
0.15mm (stabilized) |
0.14mm |
Key Observations:
- Wheel radius wear stabilized after initial run-in period
- Minimal diameter wear indicates excellent bond retention
- Consistent cutting performance maintained throughout entire production run
Configuration 2 Performance (1A1 Wheel)
Dramatic Efficiency Improvements
- 50% reduction in grinding time for carbide end mills
- Single-pass grinding capability for end mills below Ø16mm
- No need for segmented grinding operations on smaller diameters
Machining Quality
- Extremely low grinding force during operation
- Smooth cutting performance with minimal machine load
- Zero vibration and abnormal noise ensuring superior surface finish
- Wheel wear: Only 1.1μm per wheel
Operational Benefits
- Easy wheel dressing when required
- Favorable wheel wear characteristics extending wheel life
- Reduced machine load prolonging equipment lifespan
Comparative Analysis: Before vs. After Implementation
| Performance Metric |
Previous Wheels |
Hybrid Bond Diamond Wheels |
| Grinding Time Reduction |
Baseline |
30-50% Improvement |
| Dressing Interval |
Frequent |
Extended 2-3× |
| Wheel Wear Rate |
High |
Minimal (1.1-0.14mm) |
| Grinding Force |
High |
Extremely Low |
| Vibration/Noise |
Present |
Eliminated |
| Passes Required (Ø<16mm) |
Multiple |
Single Pass |
| Material Removal Rate |
Standard |
7.2 mm³/(mm·s) |
Technical Advantages of Hybrid Bond Diamond Wheels
Superior Bond Technology
The hybrid bond system combines the best characteristics of different bond types:
- Excellent grain retention maintaining cutting efficiency
- Self-sharpening properties reducing dressing frequency
- Controlled wear pattern ensuring consistent performance
- Coolant compatibility with oil cooling systems
Optimized Grain Distribution
D46 C100 Grit Specification:
- Fine grain structure for precision grinding
- High concentration for aggressive material removal
- Uniform distribution eliminating localized wear
Application-Specific Geometries
11V9 / 12V9 Wheels:
- Multi-edge design for complex cutter geometries
- Optimal for end mill flutes and cutting edges
- Reduced contact area minimizing grinding forces
1A1 Flat Wheels:
- Straight edge configuration for rapid stock removal
- Ideal for OD grinding and face grinding operations
- Single-pass capability for smaller diameter tools
Customer Impact: Quantifiable Benefits
Production Efficiency Gains
Increased Throughput:
- 30-50% reduction in cycle time per workpiece
- 2,200 pieces processed between dressing intervals
- Single-pass capability for small diameter tools
Cost Reduction:
- Extended wheel life reduces consumable costs
- Reduced dressing time increases machine availability
- Lower machine load decreases energy consumption
Quality Improvements
Consistent Tool Quality:
- Stable wheel geometry maintains tight tolerances
- Low grinding force prevents tool deformation
- Vibration-free operation ensures superior surface finish
Process Reliability:
- Predictable wheel wear enables accurate production planning
- Extended dressing intervals reduce process interruptions
- Consistent performance across entire wheel life
Technical Recommendations
Machine Setup Guidelines
Wheel Speed Optimization:
- Multi-V wheels: 19-21 m/s for optimal performance
- Flat wheels: 19 m/s recommended for best results
Coolant Configuration:
- Oil cooling system required
- Proper filtration to maintain coolant cleanliness
- Adequate flow rate for heat dissipation
Operating Parameters
Feed Rate Strategy:
- 120-125 mm/min for optimal efficiency
- Adjust based on workpiece hardness and geometry
- Monitor machine load during initial setup
Depth of Cut:
- 0.5mm for precision grinding (multi-V wheels)
- 3.6mm for rapid stock removal (flat wheels)
- Single-pass capability for Ø<16mm tools
Maintenance Schedule
Wheel Dressing:
- Interval extended 2-3× compared to conventional wheels
- Monitor grinding force as dressing indicator
- Use proper dressing tools for optimal results
Conclusion
This implementation case study demonstrates that hybrid bond diamond wheels deliver exceptional performance for carbide end mill grinding applications. The customer achieved:
- 30-50% reduction in grinding time dramatically increasing production capacity
- 2-3 times longer dressing intervals maximizing machine uptime
- Extremely low wheel wear reducing consumable costs
- Superior machining quality through low grinding forces and vibration-free operation
For manufacturers seeking to optimize their carbide tool grinding operations, hybrid bond diamond wheels offer a proven solution that combines precision, efficiency, and cost-effectiveness. The successful implementation on Walter grinding machines validates the technology's ability to meet the demanding requirements of precision tool manufacturing.