In the world of precision manufacturing, selecting the right hole finishing method can mean the difference between exceptional component performance and costly production failures. As the global precision machining market continues its robust growth—projected to reach $228.5 billion by 2027—manufacturers across automotive, aerospace, and medical device sectors face increasingly demanding tolerance requirements, surface finish specifications, and production efficiency targets.
While boring, honing, and grinding all serve to refine internal diameters, each process excels in different applications and performance ranges. Making an informed choice requires understanding the fundamental principles, technical capabilities, and economic considerations of each method. This comprehensive guide breaks down these three widely used precision hole machining processes, helping manufacturers and engineers make data-driven decisions that optimize quality, cost, and productivity.
In this industry guide, we break down the principles, strengths, and limitations of these three widely used processes, helping manufacturers and engineers make informed decisions for their precision bore applications.
1. Boring – For Efficiency and Versatility
Principle:
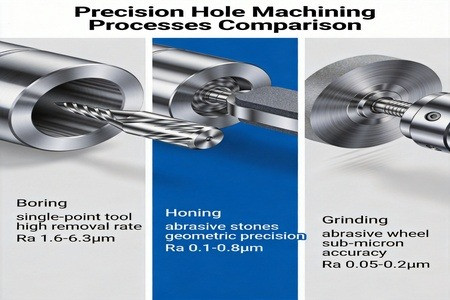
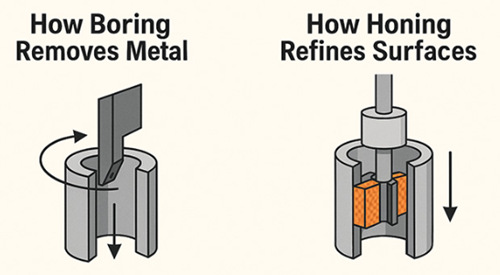
Boring uses a rotating single-point tool to enlarge or finish pre-drilled holes, typically performed on CNC lathes or milling machines.
Key Advantages:
-
Suitable for larger diameters and deeper holes
-
Higher material removal rates than honing or grinding
-
Lower tooling and machine investment
Limitations:
-
Accuracy is influenced by machine rigidity, tool deflection, and vibration
-
Surface finish is generally coarser than honing or grinding
-
Less ideal for tight-tolerance or high-precision fits
Ideal For:
-
Roughing and semi-finishing of bores
-
Non‑critical roundness and straightness requirements
-
Medium‑hardness materials where high productivity is key
2. Honing – For Precision Geometry and Surface Quality
Principle:
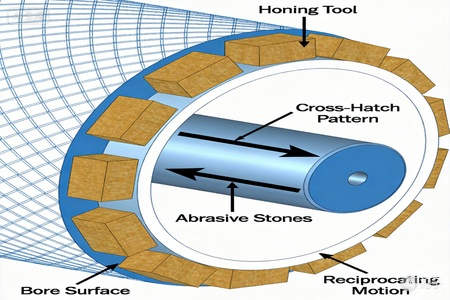
Honing employs a multi‑abrasive stone tool that simultaneously rotates and reciprocates within the bore, removing minute amounts of material through micro‑cutting action.
Key Advantages:
-
Delivers micrometer‑level dimensional accuracy
-
Excellent roundness, cylindricity, and straightness
-
Produces a cross‑hatch surface pattern that improves lubrication retention
-
Reduces residual stresses and enhances bore stability
Limitations:
-
Lower material removal rate – not suitable for heavy stock removal
-
Requires dedicated honing equipment and skilled setup
-
Limited in very large‑diameter applications
Ideal For:
-
Precision bearing housings, hydraulic cylinders, and engine bores
-
Applications requiring close‑fit assembly and long‑term dimensional stability
-
Medium‑to‑high volume production where surface integrity is critical
3. Grinding – For Ultimate Accuracy and Hard Materials
Principle:
Internal grinding uses a rotating abrasive wheel to finish the bore, often performed on dedicated ID grinders or CNC grinding machines.
Key Advantages:
-
Achieves sub‑micron tolerances and exceptional surface finish
-
Capable of machining hardened materials (HRC 60+)
-
Suitable for small‑ to medium‑diameter precision bores
Limitations:
-
Low material removal rate – primarily a finishing process
-
Demanding fixturing and wheel‑dressing requirements
-
Higher per‑part cost compared to boring and honing
Ideal For:
-
Precision instrument components, aerospace bearings, and medical implants
-
Hardened steel, ceramics, and superalloys
-
Applications where surface roughness (Ra < 0.2 µm) is critical
Conclusion: Matching Process to Application
-
Choose Boring when you need to remove significant material quickly, with moderate accuracy requirements.
-
Choose Honing when you require excellent cylindricity, a lubricant‑retaining surface, and micrometer‑level precision in medium‑volume production.
-
Choose Grinding when working with hardened materials, requiring sub‑micron tolerances, or producing high‑value precision components.
Common Mistakes to Avoid
Over-Engineering
Problem: Selecting overly precise processes for modest requirements
Example: Using grinding for ±0.05mm tolerance applications
Solution: Match process to actual requirements, considering component value and application criticality
Under-Engineering
Problem: Insufficient process capability for application requirements
Example: Using boring for critical aerospace bearing applications
Solution: Thoroughly understand application requirements and select appropriate process capability
Inadequate Process Development
Problem: Insufficient process development before production
Example: Implementing honing without proper stone selection and parameter optimization
Solution: Invest in proper process development, including testing and validation
Ignoring Economic Considerations
Problem: Selecting processes without considering total cost of ownership
Example: Choosing grinding for low-value components where honing is adequate
Solution: Perform comprehensive cost analysis including capital, tooling, and production costs
Future Trends in Precision Hole Machining
Advanced Technology Developments
Integrated Multi-Process Systems:
- Combined boring-honing-grinding capabilities
- Single-setup multiple process operations
- Reduced handling and improved accuracy
- Enhanced production efficiency
-
Smart Manufacturing Integration:
- IoT-enabled process monitoring
- Real-time quality feedback
- Predictive maintenance capabilities
- Data-driven process optimization
-
Automation and Robotics:
- Automatic loading and unloading
- In-process measurement and compensation
- Lights-out manufacturing capabilities
- Reduced operator requirements
-
Material and Tooling Advances
Advanced Abrasives:
- Superabrasive developments (CBN, diamond)
- Hybrid abrasive technologies
- Longer tool life capabilities
- Improved surface finish potential
- Enhanced Process Control:
- Adaptive control systems
- Real-time process monitoring
- Automatic parameter adjustment
- Improved process capability
-
Sustainability Initiatives
Environmental Considerations:
- Reduced coolant consumption
- Extended tool life
- Energy-efficient processes
- Sustainable abrasive technologies
-
Cost Reduction Opportunities:
- Process optimization for reduced waste
- Improved tool utilization
- Energy-efficient equipment
- Sustainable manufacturing practices
-
Our engineering team specializes in abrasive and finishing solutions for precision hole manufacturing. Whether you’re honing cylinder liners, grinding bearing bores, or selecting the right process for a new component, we can help optimize your production for accuracy, surface quality, and cost‑efficiency.
Contact Us
Email: [email protected]
WhatsApp: +8619900915906