Machining of tiny ball and socket type parts
The article for the tiny ball parts can not be used in the traditional processing methods, proposed the use of optical surface grinding machine with homemade special tooling for new processing methods, with a high qualification rate, easy to operate and machining accuracy can be controlled advantages, a good solution to the processing of tiny ball parts of the difficult problem.
Preface of Machining of tiny ball and socket type parts
The ball can be regarded as a circular arc rotating around its axis into a surface. Ball parts due to the existence of complex surfaces, so the usual use of CNC machining to ensure the size, positional accuracy and surface quality requirements. With the continuous improvement of machine tool performance and tool materials and performance, for ball head diameter ≥ 8mm, material hardness ≤ 64HRC ball head parts, can be processed by traditional methods, including: ① using omnidirectional turning tool or oscillating tool CNC lathe machining. ② Machining by rotary milling which requires very high tool position adjustment. ③Profile grinding with specialized grinding wheel dressing device. ④ Spreading grinding process using customized cup-shaped grinding wheels. ⑤ Mass-production filing processing using a special grinding block (only regular-shaped hemispherical shaft ends can be processed).
However, combined with the analysis of the structural characteristics of the tiny ball-end parts, it is considered that it is more difficult to realize the precision forming processing of the tiny ball-end parts by using the traditional processing methods.
Characteristics of Micro Ball Head Parts:
The characteristics of tiny ball parts:
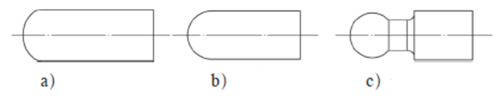
① at the end of the shaft has a curved ball structure, divided into small hemispherical, hemispherical and large hemispherical structure, as shown in Figure 1, the hardness of 60HRC or so.
② small diameter ball head, general ball head diameter ≤ 3.5mm.
③ processing of the ball head transition section by the radial force section is easy to break.
④ The size of the part is small, the tool structure has a greater impact on the workpiece processing. ⑤ The dressing of the molding wheel is more difficult.
From the characteristics of the tiny ball parts can be seen, the use of traditional machining methods for the shaft end of the tiny ball forming process appears to be incompetent.
For a small number of general precision requirements of the tiny ball head parts, can be used in the soft state of engraving and milling roughing, heat treatment after polishing to achieve. But for the higher precision requirements of the tiny ball parts, still need to find a more suitable processing method.
Due to the difficulty of realizing precision hard machining of tiny ball parts, it is not easy to realize batch processing, so according to the formation mechanism of the shaft end ball head (let the rod rotate at high speed, to form the ball head in the form of a circular arc envelope) as well as the machining principle of the equipment, put forward a processing method of the tiny shaft end ball parts of the large semi-spherical parts: make special tooling, let the rod rotate at high speed, with the processing of the optical curve grinding machine to set the point of the line. principle, in the form of an envelope for the precision molding of the ball head processing.
Optical profile grinding machine processing method

Optical curve grinding machine mainly consists of bed, coordinate table, grinding wheel table and projection system, the table can do longitudinal, transverse and vertical direction movement; grinding wheel can do rotary main movement, and at the same time in the guide rail of the grinding wheel table to do linear movement; grinding wheel table can do longitudinal and transverse feeding movement and rotation around the X/Y/Z axis. It can realize the grinding processing of multi-circular curved surfaces, logarithmic surfaces or Archimedean spiral surfaces.
Optical curve grinder processing is to utilize the optical projection magnification system to magnify and project the workpiece onto the screen against the enlarged image of the workpiece on the screen. During processing, the grinding wheel is operated to grind the workpiece, and the excess material exceeding the part of the contour line of the enlarged image is ground off, until the contour of the object image is fully coincident with the enlarged image. Comparison can be made at 25x and 50x magnification. The type of diamond grinding wheel structure used in the optical curve grinder includes flat grinding wheels, pointed grinding wheels, etc., as shown in Figure 2.
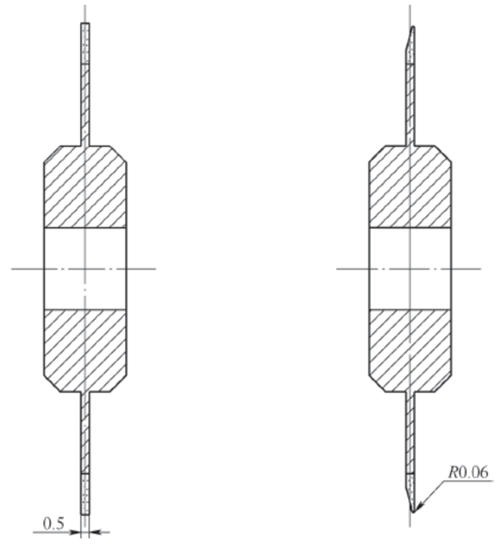
According to the structure of the grinding wheels used in the equipment, it can be seen that the use of the pointed grinding wheel shown in Fig. 2b with the digital control system can realize the surface grinding process with a diameter of ≥0.2mm. If with the rotation of the workpiece, can realize the corresponding curve rotary surface forming processing.
Analysis of Machining Case of tiny ball and socket type parts
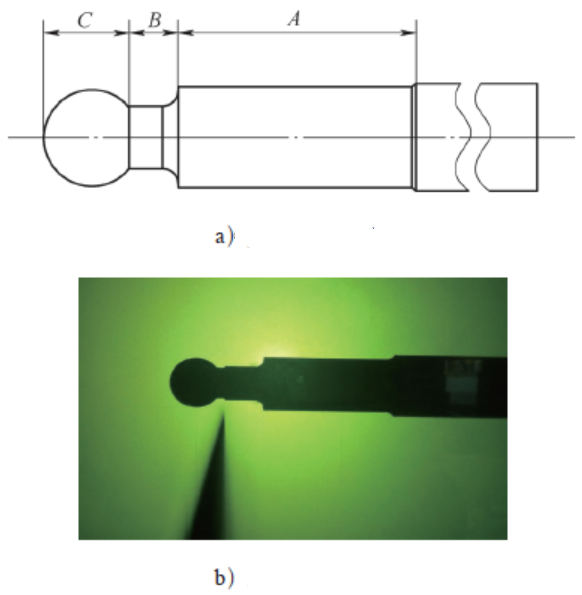
The structure of a certain type of product with a ball head rod is shown in Figure 3. Workpiece material for GCr15, hardness 58 ~ 64 HRC. ball surface roughness value Ra = 0.4μm, the ball surface can not have a knife mark and other obvious cutting pattern; ball head part size, positional accuracy and hardness requirements of the higher, the ball head and the shaft transition diameter of only 1.2mm, the number of 500 processing. The processing of this part has the following difficulties: ① high precision requirements of the size of the ball head, parts of the shaft diameter is small. ② The diameter of the transition section of the ball head is only 1.2mm, processing rigidity is low, easy to break under force. ③ The machining allowance is large, and the requirements on machining process, convenience of clamping, stability and radial runout of bar rotation are high. ④ Higher requirements on the surface roughness of the ball head.
If the optical curve grinding machine is used to realize the precision molding processing of the ball head rod, it is also necessary to make a special tooling to ensure that when the grinding wheel moves along the contour of the workpiece, the ball head rod rotates around the axis to form a ball head structure. Due to the small size of the ball head rod, if the grinding wheel along the grinding wheel frame up and down reciprocating motion, will reduce the effective contact time between the grinding wheel and the rotating workpiece, therefore, in order to improve processing efficiency, in the workpiece processing adjust the height position of the fixed grinding wheel, cancel the reciprocating motion of the grinding wheel along the grinding wheel frame, so that the grinding wheel rotates with the surface of the workpiece surface is always effectively in contact with the grinding wheel in the high-speed rotating only along the molding contour line movement.
Tooling design
Using a small power motor (speed 1400r/min) and a small lathe chuck, the chuck is fixed on the worktable, the use of spring chuck (can be clamped within 10mm diameter of various workpieces) clamping workpiece. Adjust the height of the working table so that the projected focal length of the workpiece is within the normal movement range of the grinding wheel. Through the belt wheel drive, the chuck speed reaches 2000 r/min, and the direction of rotation is opposite to the direction of rotation of the grinding wheel. After debugging, the radial circular runout of the workpiece is ≤0.005mm, and the structure of the workpiece is shown in Figure 4.
Process design
Considering the number of workpieces, ball head rod and grinding wheel structure, due to the small round angle of the pointed grinding wheel, processing loss is large, in order to reduce the loss of the pointed grinding wheel, improve processing efficiency, in the removal of large allowances choose to use flat grinding wheel processing, step-by-step machining process shown in Figure 5. Formulate the machining process of the ball head rod as follows.
1. Rough machining of the ball head rod with a flat grinding wheel, leaving a margin of 0.02mm in sections A and B, leaving a margin of 0.1mm in section C. The translation speed of the grinding wheel is 3mm/min, and the rotational speed of the grinding wheel is 12000r/min.
2. Machining the profile of ball-end rod with pointed grinding wheel, A, B section machining to control the dimensional accuracy, C section leaving a margin of 0.01mm, grinding wheel translating speed of 1.5mm/min, grinding wheel speed of 12000r/min.
3.Use pointed grinding wheel to finish the ball head of C section, the grinding wheel translation speed is 0.5mm/min, the grinding wheel speed is 12000 r/min.
Machining effect testing
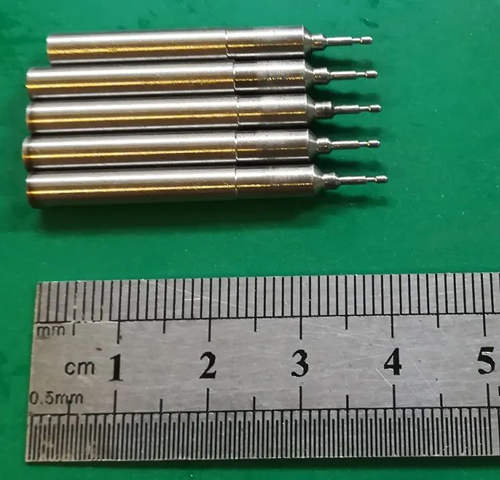
The ball head rod is processed step by step, and the surface quality of the processed cylinder is better because the flat grinding wheel has the function of automatic regrinding; the pointed grinding wheel is mainly responsible for finishing, with a small machining allowance and small loss of grinding wheel. In the process of processing 500 ball head rods, the pointed grinding wheel dressing 4 times. Processed parts in kind as shown in Figure 6, parts testing data in Table 1. from the test results, it can be seen that this method of processing ball head rod to meet the design requirements.
Conclusion of Machining of Tiny Ball Type Parts
Tiny ball head parts due to its own structural characteristics, can not use the traditional shaft end ball head parts processing methods. Using optical curve grinding machine with homemade special tooling, design step-by-step processing technology, ball head rod processing radial force is small, the transition section is not easy to break. The grinding processing method has well solved the processing problems of small-size ball-end parts, with the advantages of high qualification rate, simple operation, controllable processing accuracy and good product consistency.




