Cylindrical Grinding Machine Classification
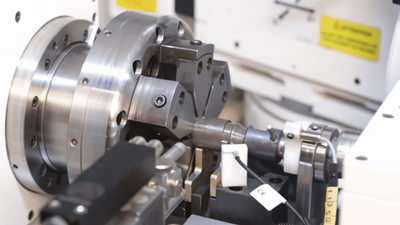
Among all the grinding machines, cylindrical grinding machine is a widely used type of machine tool, which is mainly used for precision grinding of end face, external circle and conical surface of batches of shaft parts, and it is the main equipment for automobile engine and other industries. Can be divided into ordinary cylindrical grinder, universal cylindrical grinder, end face cylindrical grinder and other types.
.jpg)
Ordinary Cylindrical Grinding Machine: The "ordinary" here refers to the wide range of applications and high versatility, and all kinds of special cylindrical grinding machines are developed on its basis. Ordinary cylindrical grinding machine adopts grinding wheel to rough the surface of the workpiece, its processing conditions are limited, generally only suitable for processing the rough surface of ordinary workpieces.

Universal Cylindrical Grinding Machine: It is the most commonly used type of cylindrical grinding machine with a wide process range, which can grind internal holes and step surfaces, etc., in addition to grinding external cylindrical surfaces and conical surfaces.
Face Cylindrical Grinding Machine: It is a grinding machine with oblique tangential feed of inclined grinding wheel holder, mainly used for grinding end face and outer circle of shaft parts with shoulder blade, suitable for mass production workshop.
Common Problems and Solutions When Processing Workpiece with Cylindrical Grinding Machine
Spiral pattern when grinding external round with Cylindrical Grinding Machine:
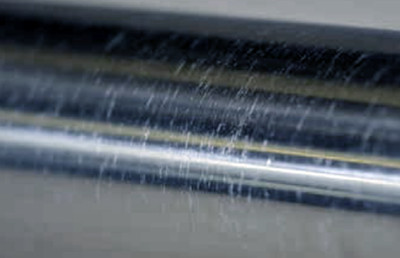
Causes: the longitudinal feed and grinding depth are too large; when dressing the grinding wheel, the surface of the grinding wheel is uneven; the rigidity of the headstock and tailstock of the grinding machine is not good, which produces deformation under the action of the grinding force and causes the axis of the workpiece to be skewed; the lubricating oil film of the guide rail of the table is too thick, which produces oscillation in the operation of the table; and the two prongs of the grinding wheel are not chamfered.
Solution: appropriately reduce the depth of grinding and longitudinal feed; dress the grinding wheel and keep the grinding wheel sharp, after dressing the grinding wheel should be used to round off the two corners of the grinding wheel oil stone; appropriate reduction of the tailstock sleeve length, change to the top of the larger diameter and adjust the head bearing clearance to increase the stiffness; appropriate lowering of the guideway lubricating oil pressure; open the bleeder valve, remove the air in the hydraulic system.
Generate ellipse when grinding outer circle with Cylindrical Grinding Machine:
Causes: the shape of the center hole of the workpiece roundness is not round, the depth is too shallow, there are burrs and dirt; the workpiece top too loose, the top cone and the headstock and tailstock taper hole with poor coordination; the workpiece weight imbalance and margin in the circumferential direction is not uniform; wheel spindle bearing clearance is too large, etc..
Solution: repair the center hole to meet the requirements; re-adjust the tailstock position to achieve a reasonable top top tightness; grinding heavy workpiece, should be added to the balance block, so that the workpiece rotational balance; adjust the grinding wheel frame and the headstock spindle bearing clearance; when the workpiece grinding allowance is not uniform, the depth of grinding should be reduced, divided into rough grinding, semi-finish grinding and fine grinding stage, and increase the number of light grinding.
Straight ripples are produced when grinding external round with Cylindrical Grinding Machine:
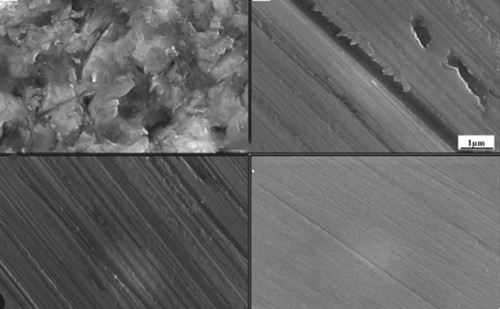
Causes: workpiece speed is too high, resulting in self-excited vibration; workpiece center hole is multi-pronged; wheel drive motor rotation imbalance, belt length, thickness inconsistency; wheel spindle bearing clearance is too large, resulting in periodic radial runout; wheel rotation imbalance generates vibration and uneven wear of the grinding wheel.
Solution: After the new grinding wheel is installed in the flange, it should be strictly static balanced, and after it is installed in the grinding wheel spindle of the grinding machine and trimmed, it should be uninstalled and then static balanced again, and it should be static balanced again after the grinding wheel is used for a period of time, and it is also necessary to carry out static balancing, and it is necessary to turn off the grinding fluid before stopping the use of the grinding wheel in order to prevent the grinding fluid from being adsorbed in the lower part of the grinding wheel, which results in the imbalance in the rotating of the grinding wheel; re-balancing of the motor of the grinding wheel, and choosing the thick, thin, and short, thin, long consistent transmission belt; adjust the clearance of the grinding wheel spindle and headstock spindle bearing; when the workpiece stiffness is poor, the center frame should be used for support, and appropriately reduce the speed of the workpiece.
The workpiece bends easily when grinding with Cylindrical Grinding Machine:

Causes: Too large grinding volume; insufficient supply of cutting fluid.
Solution: Appropriately reduce the back draft of the cylindrical grinder; ensure adequate supply of cutting fluid.
The size of the outer circle next to the shaft shoulder is large
Causes: The residence time of the worktable is too short; the grinding wheel is worn and the outer angle of the grinding wheel is rounded.
Solution: Extend the residence time of table changeover; correct the grinding wheel of CNC cylindrical grinding machine in time to ensure the precision of workpiece grinding.
The two ends of the workpiece are large in size and saddle-shaped
Causes: the grinding wheel is too little out of the end face of the workpiece; the table dwell time is too short; when grinding long thin shaft, the top of the top is too tight; the center frame is too much pressure on the horizontal support block.
Solution: Correctly adjust the position of the reversing block on the table so that the grinding wheel exceeds 1/3~1/2 of the grinding wheel width on the end face; adjust the table dwell time; adjust the top pressure; correctly adjust the position of the center frame horizontal support block.
The size of the grinding workpiece is not accurate:
Solution: Adjust the grinding machine spindle to see if it is the spindle clearance that is too large; check if the tail seat sleeve clearance is too large; check the busbar of the machine top.
Large vibration is generated when the feed speed is fast:
Solution: Check whether there is soft connection (rubber skin, cork board, etc.) between the grinding wheel spindle motor and the spindle box; check whether the dynamic balance of the grinding wheel is qualified; check whether the round runout, radial clearance and axial runout of the grinding wheel spindle, bed spindle and tailstock are too bad to ensure the spindle's own intactness.
Other Precautions When Processing Workpiece with Cylindrical Grinding Machines:
How to adjust the cutting feed?
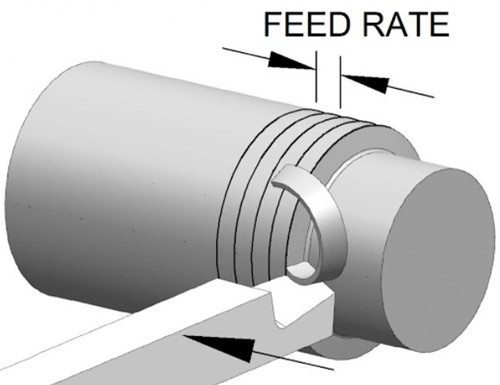
In general, the larger the grinding wheel, the larger the amount of feed, and vice versa, the smaller. The coarser the workpiece, the smaller the amount of feed, and vice versa. The feed amount should not be too large, otherwise it will increase the wear and tear of the grinder.
What is the general depth of the center hole of the workpiece?
The center hole of the workpiece on the grinder is generally processed with special center hole drills, including Type A, Type B (with taper guard), and Type C (with thread and taper guard), so there is no need to measure the depth of the center hole. This is because the depth is all determined by the center hole drill.
Should the grinding wheel be stopped when measuring the workpiece?
When measuring a workpiece, always stop the grinding wheel and wait until the workpiece stops rotating before measuring. If the grinding wheel is not stopped and the workpiece has stopped rotating, it will continue to grind the surface of the workpiece, affecting the finished workpiece.






