Why Centerless Grinding Matters in Modern Manufacturing?
In an era where manufacturers face mounting pressure to reduce per-unit costs while maintaining micron-level precision, the choice of machining process can make or break a production line. Among the array of cylindrical grinding technologies available, centerless grinding stands out as one of the most efficient and reliable solutions for high-volume external diameter machining.
Unlike conventional cylindrical grinding that relies on chucks, collets, or centers to clamp the workpiece, centerless grinding holds the workpiece in a "free" state between a grinding wheel, a regulating wheel, and a work rest blade. This unique setup eliminates the need for center holes, reduces setup time, and enables continuous, automated production — delivering the kind of throughput that batch-focused conventional grinding simply cannot match.
This article provides a comprehensive, technical exploration of the centerless grinding process: how it works, where it excels, what tolerances it can achieve, which materials it handles, and what industries depend on it every day. Whether you are a process engineer evaluating new manufacturing methods, a procurement manager sourcing grinding equipment, or a technical buyer comparing grinding wheel options, this guide will give you the data-driven insights you need.
What Is Centerless Grinding?
Understanding the Fundamentals
The Three-Component Setup
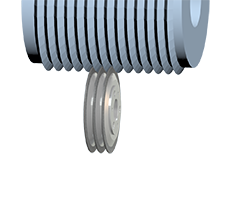
The centerless grinding process hinges on the coordinated interaction of three mechanical elements:
Grinding Wheel: The primary cutting tool, rotating at high speed to remove material from the workpiece surface.
Regulating Wheel (Control Wheel): Rotating at a much lower speed, this wheel controls the rotational speed and axial feed rate of the workpiece. It is typically inclined at a slight angle to drive the workpiece forward through the grinding zone.
Work Rest Blade (Blade/Pad): A stationary or adjustable platform that supports the workpiece between the grinding wheel and regulating wheel, preventing it from being forced downward into the regulating wheel.
Because the workpiece is never gripped by chucks or centers, it sits in a "free-floating" state, self-centering under the combined forces of the three components. This is what gives centerless grinding its distinctive advantages — and its distinctive constraints.
Two Primary Operating Modes
Centerless grinding operates in two main modes, each suited to different part geometries and production requirements:
1. Through-Feed Grinding (Continuous Feed) In through-feed mode, the workpiece is fed continuously along the axial direction, entering one side of the grinding zone and exiting the other. The regulating wheel's slight tilt angle provides the forward feed force. This mode is ideal for:
Straight, constant-diameter cylindrical parts
High-volume, single-product runs
Parts where both ends do not require special treatment
2. In-Feed (Plunge Feed) Grinding In in-feed mode, the workpiece is positioned radially into the grinding wheel rather than fed axially. The regulating wheel holds the part stationary in the axial direction while the grinding wheel plunges inward to shape the part profile. This mode accommodates:
Stepped shafts with shoulders or flanges
Parts with complex external profiles
Workpieces requiring localized grinding of specific diameters
Selecting between through-feed and in-feed is a foundational decision in centerless grinding process design, often determining cycle time, achievable tolerances, and tooling costs.
Core Advantages of Centerless Grinding
1. Exceptional Production Efficiency
One of the most compelling reasons manufacturers adopt centerless grinding is its speed. Because the process requires no center-hole drilling, no individual part clamping, and no re-chucking between operations, cycle times are dramatically shorter than conventional chuck-based cylindrical grinding.
In through-feed mode, a single workpiece can traverse the grinding zone and exit complete in a few seconds to under 20 seconds, depending on stock removal and material hardness. When integrated with automated loading and unloading systems — such as vibratory feeders, pick-and-place robots, or gantry loaders — centerless grinders can run lights-out (unattended) for extended shifts, delivering throughput that justifies high equipment amortization costs over short payback periods.
For manufacturers producing millions of identical parts per year — such as automotive fasteners, bearing rollers, or hydraulic pins — the efficiency gains from centerless grinding directly translate to lower cost-per-part.
2. Outstanding Dimensional Consistency and Geometric Accuracy
Centerless grinding consistently achieves tighter lot tolerances than conventional methods because it eliminates a major source of error: clamping distortion.
In traditional chuck-based grinding, the clamping force itself can distort the workpiece — especially thin-walled or slender parts — causing out-of-round conditions that persist after grinding. In centerless grinding, the work rest blade supports the workpiece on a broad, flat surface, distributing the support force evenly and minimizing elastic deformation during the cut.
Typical achievable tolerances in centerless grinding operations:
Parameter Typical Achievable Range
Roundness ≤ 2 μm
Dimensional accuracy (diameter) ± 2 – 4 μm
Surface roughness (Ra) 0.2 – 0.8 μm
Cylindricity Excellent, due to self-centering
Straightness (slender parts) Superior to chuck-ground parts
These tolerances are not theoretical最大值 — they represent routine production results in well-maintained centerless grinding cells equipped with in-process gauging and wheel wear compensation.
3. Ideal Solution for Difficult-to-Clamp and Deformation-Prone Workpieces
Some of the most challenging parts to grind are those that are difficult to hold securely without introducing distortion. Centerless grinding sidesteps these problems entirely:
Slender shafts: Long, thin workpieces prone to bending under clamping force are supported along their length by the blade, maintaining straightness without excessive chuck pressure.
Hollow parts / thin-walled tubes: Without internal clamping, hollow parts retain their shape and wall thickness uniformity.
Parts without center holes: Components that cannot be drilled or cannot tolerate center holes — short shafts, bosses, and flanged parts — are grindable without process redesign.
Large-batch standard parts: Where part symmetry is defined by the workpiece's own geometry rather than a fixture reference, centerless grinding delivers inherent consistency.
This advantage makes centerless grinding the go-to process for industries such as automotive and bearing manufacturing, where thousands of parts per hour must be dimensionally identical and interchangeable.
4. Broad Material Compatibility
Modern centerless grinding is not limited to easy-to-grind carbon steels. With the right grinding wheel composition and process parameters, centerless grinding handles an exceptionally wide range of engineering materials:
Ferrous Alloys
Carbon steels and alloy steels
Case-hardened and through-hardened steels
Stainless steels and heat-resistant alloys
Non-Ferrous Metals
Titanium alloys and aluminum alloys
Copper and brass alloys
Superhard and Advanced Materials
Hardened tool steels and die steels
Tungsten carbide (cemented carbides)
Engineering ceramics and cermets
For superhard and difficult-to-grind materials like tungsten carbide, ceramic, and nickel-based superalloys, CBN (cubic boron nitride) grinding wheels or diamond grinding wheels are employed to achieve acceptable wheel life and surface integrity. More Superhard manufactures a full range of CBN and diamond wheels specifically engineered for centerless grinding applications across these material categories.
5. Significant Total Cost of Ownership Advantage
While centerless grinders and their peripheral automation systems represent a higher upfront investment than basic cylindrical grinders, the total cost of ownership (TCO) over high-volume production runs is substantially lower. Key cost drivers that favor centerless grinding include:
Reduced labor cost: Minimal manual handling; often integrated into fully automated cells.
Lower per-part tooling cost: No center drills, collets, or chucks to wear or replace.
Reduced scrap rates: Tight dimensional control minimizes out-of-tolerance discards.
Faster cycle times: Higher machine utilization and output per shift.
Extended wheel life: CBN and diamond wheels in particular offer dramatically longer life than conventional aluminum oxide wheels on hard materials.
For production volumes above approximately 5,000 – 10,000 pieces per product family, centerless grinding typically becomes the economically optimal choice.
Key Application Industries for Centerless Grinding
1. Automotive and Motorcycle Manufacturing
The automotive industry's demand for high-volume precision parts is the single largest driver of centerless grinding adoption worldwide. Typical automotive applications include:
Piston pins (gudgeon pins): High-volume production requiring sub-micron roundness and Ra < 0.4 μm surfaces.
Valve stems: Tight diameter tolerances for reliable engine performance.
Fuel injector needle valves: Precision metering surfaces demand exceptional surface finish.
Drive shafts, half-shafts, steering tie rods: Load-bearing components requiring both strength and dimensional consistency.
Pins, bushings, and pushrods: General-purpose cylindrical components in massive production volumes.
Automotive Tier 1 and Tier 2 suppliers frequently operate dedicated centerless grinding cells running 24/7 with robotic part handling and 100% in-process gauging.
2. Bearing Industry
Bearing components are among the most demanding applications for centerless grinding, with tight specifications for roundness, waviness, and surface roughness directly affecting noise levels, fatigue life, and vibration performance.
Centerless grinding is routinely used for:
Inner ring and outer ring raceways of deep groove ball bearings
Cylindrical roller and needle roller bearing components
Tapered roller bearing cups and cones
Slewing ring bearing raceways
The bearing industry's quality expectations — often requiring roundness below 1 μm and surface roughness Ra < 0.3 μm on raceways — are achievable in production with modern centerless grinding equipment and CBN superabrasive wheels.
3. Hydraulic and Pneumatic Components
Hydraulic system performance depends critically on the surface quality and dimensional accuracy of pistons, cylinder rods, valve spools, and plungers. Poor surface finish or out-of-tolerance roundness leads to fluid leakage, pressure loss, and system inefficiency.
Centerless grinding is the preferred finishing process for:
Hydraulic cylinder piston rods: High Ra requirements for chrome-plated or induction-hardened surfaces.
Valve spools and plungers: Tight clearance fits requiring micron-level diameter control.
Check balls and ball seats: Spherical parts with ground cylindrical registration features.
4. Medical Device Manufacturing
Medical implants and instruments demand not only precision but also impeccable surface integrity — free from micro-cracks, burn marks, or residual stress — to ensure biocompatibility and long-term reliability.
Centerless grinding applications in the medical sector include:
Bone screw shaft sections: Threads are rolled or ground; shaft sections are centerless ground for diameter control.
Spinal fixation pins and rods: Biocompatible materials (titanium alloys, stainless steels) finished to Ra < 0.4 μm.
Catheter tubing坯料 (mandrels): Small-diameter, tight-tolerance tubular components.
Surgical blade handles and needle holders: Precision-machined grip surfaces.
The medical industry's strict regulatory requirements (FDA, ISO 13485) demand documented process control, which centerless grinding cells with in-process gauging can readily provide.
5. Tool and Die / Mold Making
Precision cutting tools — drills, taps, reamers, and broaches — frequently require centerless grinding for their shanks and tapers. Die components such as punch pins, guide pillars, and ejector pins are also routinely centerless ground.
The combination of high hardness (often HRC 58–65), stringent straightness requirements, and large production volumes makes centerless grinding with CBN wheels the standard approach for this segment.
6. Electronics, Home Appliances, and General Hardware
High-volume consumer goods manufacturing relies on centerless grinding for components where cost efficiency and dimensional uniformity are paramount:
Micro motor shafts for fans, printers, and disk drives
Precision pins and fasteners for electronics enclosures
Stainless steel tubing and rod for appliances and furniture
General hardware — hinges, pivots, and linkages requiring consistent diameters
Process Limitations and Application Boundaries
A balanced technical assessment requires acknowledging where centerless grinding is not the optimal choice:
Positional Accuracy Constraints
Centerless grinding cannot control the relationship between the ground external diameter and other workpiece features — such as keyways, flats, internal bores, or cross-drilled holes — because these features do not participate in the workpiece's self-centering on the blade. If a part requires a ground diameter to be concentric with an internal bore or keyway within a few microns, conventional chuck-based grinding or a secondary setup operation will be necessary.
Geometry Limitations
Parts with significant circumferential interruptions — such as splines, threads, gears, deep keyways, or irregular flanges — are difficult or impossible to centerless grind without causing wheel damage, vibration, or poor surface finish. These features create periodic loading on the grinding wheel and destabilize the workpiece's free-floating equilibrium.
Small-Lot Flexibility Trade-Off
The setup and dressing time for centerless grinding (adjusting blade height, regulating wheel angle, wheel selection, and Work Offset compensation) is non-trivial. For production runs of fewer than 1,000–2,000 pieces, the setup cost amortizes poorly, and more flexible processes like surface grinding or CNC chuck-based cylindrical grinding may be more economical.
Understanding these limitations helps process engineers make informed trade-offs when designing manufacturing routes.
The Future of Centerless Grinding — Automation and Smart Manufacturing
Centerless grinding technology is far from static. Several trends are reshaping how this mature process integrates into modern smart factories:
In-Process and In-Line Gauging: Laser and air-gauge probing systems provide real-time diameter feedback, enabling closed-loop adaptive control of the grinding cycle and reducing dependency on operator skill.
Automatic Wheel Dressing and Profiling: CNC-controlled dressing attachments maintain precise wheel geometry between cycles, extending unattended run times.
Robot Integration: Collaborative and industrial robots handle part loading, unloading, and quality sorting, enabling fully automated centerless grinding cells.
AI-Assisted Process Optimization: Machine learning models trained on grind-specific sensor data (spindle power, acoustic emission, vibration) can predict wheel wear, detect chatter, and optimize feed rates in real time.
Hybrid Grinding Centers: New machine designs combine centerless grinding with additional processes (chuck grinding, broaching, thread rolling) in a single setup, reducing part flow complexity.
Conclusion: Why Centerless Grinding Remains Indispensable
Despite the emergence of alternative precision machining processes — including hard turning, superabrasive grinding, and additive manufacturing — centerless grinding retains its irreplaceable position in high-volume precision manufacturing for one fundamental reason: it solves the core tension between speed and precision better than any competing technology.
When an industry needs millions of identical cylindrical parts, each within ±2 μm of target diameter and Ra < 0.5 μm surface finish, delivered at the lowest possible cost per part, centerless grinding is the definitive answer. Its unique free-state support mechanism, continuous-feed capability, and compatibility with superabrasive wheels make it the benchmark process for automotive bearings, hydraulic components, medical devices, and a thousand other precision-critical applications.
For manufacturers evaluating grinding solutions or sourcing precision-ground components, understanding the capabilities — and the boundaries — of centerless grinding is essential to making cost-effective, quality-driven process decisions.
Ready to explore centerless grinding solutions for your production needs?
More Superhard offers a comprehensive range of CBN grinding wheels and diamond grinding wheels engineered for centerless grinding applications across automotive, bearing, hydraulic, medical, and tool & die industries. Our technical team provides grinding process consulting, wheel selection support, and custom wheel design to optimize your centerless grinding cell performance.
Visit our product catalog or contact our sales engineers to discuss your specific application requirements.