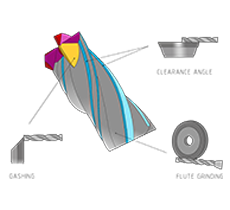
Dry Grinding Alloys with Resin Bond Diamond Wheels on Universal Grinders – Professional Solutions
Dry grinding is widely used in modern machining for its cleanliness, cost efficiency, and environmental friendliness. When processing hard alloys on universal grinders using resin bond diamond wheels, several common defects often appear that affect surface quality, dimensional accuracy, and production efficiency. Understanding these issues and applying correct countermeasures is critical for stable, high‑performance dry grinding.
Common Issues in Dry Grinding Alloys & Proven Solutions
1. Severe Workpiece Surface Burning (Bluing/Blackening)
Surface burning is the most frequent failure in dry grinding of hard alloys. It is caused by excessive heat concentration during the grinding process, typically due to heavy grinding depth, excessively high wheel speed, dulled diamond grains, or insufficient dressing.
Solutions:
- Reduce the grinding depth immediately to lower heat generation.
- Properly decrease the grinding wheel rotational speed.
- Dress the diamond wheel fully to restore sharpness.
- Use copper‑coated diamond abrasives to improve heat dissipation and reduce thermal shock.
2. Extremely Low Grinding Efficiency (“Unable to Cut”)
Low efficiency happens when the diamond wheel is not properly trued, the bond hardness is too high, or self‑sharpening performance is poor. Worn abrasive grains fail to shed naturally, resulting in weak cutting ability.
Solutions:
- Use a high‑quality dressing stick to achieve complete and sharp truing.
- Switch to a softer bond grade if current wheels lack self‑sharpening.
- Upgrade to stacked diamond abrasives for continuous sharp edges and consistent cutting.
3. Inconsistent Deep & Shallow Scratches on Workpiece Surface
Uneven scratches result from irregular grain shedding, poor chip evacuation, or imbalanced wheel dressing. Chips and detached grains re‑scratch the machined surface.
Solutions:
- Check and ensure uniform wheel dressing.
- Use an oilstone to lightly touch and clean protruding grains and debris.
- Improve chip flow to avoid secondary surface damage.
Premium Selection of Diamond Abrasives for Dry Grinding

To maximize performance in dry grinding hard alloys, material and structural design of the resin bond diamond wheel matter greatly.
1. Surface‑Coated Diamond Abrasives
Coated abrasives (especially copper‑coated and nickel‑coated) significantly strengthen the resin bond’s holding force, prevent premature grain pull‑out, improve heat transfer, and extend wheel life.
2. Chemically Treated Diamond Grains
Chemical surface treatment enhances adhesion between diamond particles and the resin matrix. Tests confirm that treated wheels deliver over 50% higher grinding ratio while maintaining full sharpness under dry grinding conditions.
3. Innovative Stacked Diamond Abrasives
Stacked (clustered) abrasives consist of micro‑fine diamond particles. They fracture continuously during grinding to expose fresh, sharp cutting edges, balancing exceptional tool life and high material removal rate.
- Optimized for universal grinders and hard alloy dry grinding
- High‑performance coated & chemically treated abrasives
- Patented stacked abrasive structure available
- Reduces burning, improves finish, boosts productivity
- Stable quality and reliable performance for global manufacturers