Vitrified Wheels for CNC Tool Sharpening & Regrinding
Product Features
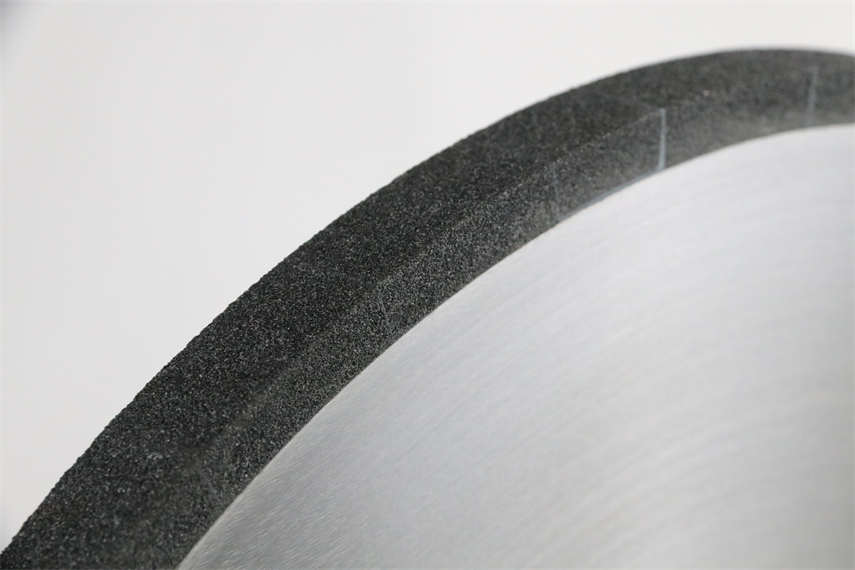
Porous Ceramic Bond Structure – Multi-pore vitrified bond matrix dramatically improves coolant flow into the grinding zone, reducing thermal damage and burn marks on sensitive wo...
Porous Ceramic Bond Structure – Multi-pore vitrified bond matrix dramatically improves coolant flow into the grinding zone, reducing thermal damage and burn marks on sensitive workpieces such as PCD inserts and micro-grain carbide tools.
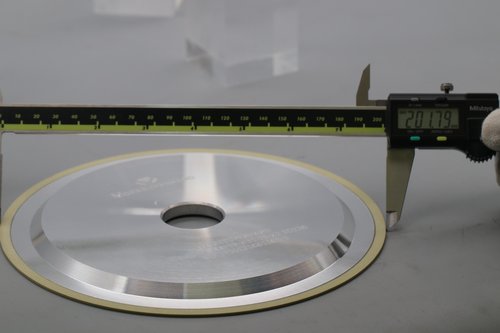
Superior Form Retention – Vitrified bond delivers exceptional shape stability under continuous grinding loads, maintaining wheel profile accuracy within ±0.005mm and significantly increasing parts-per-truing for high-volume production.
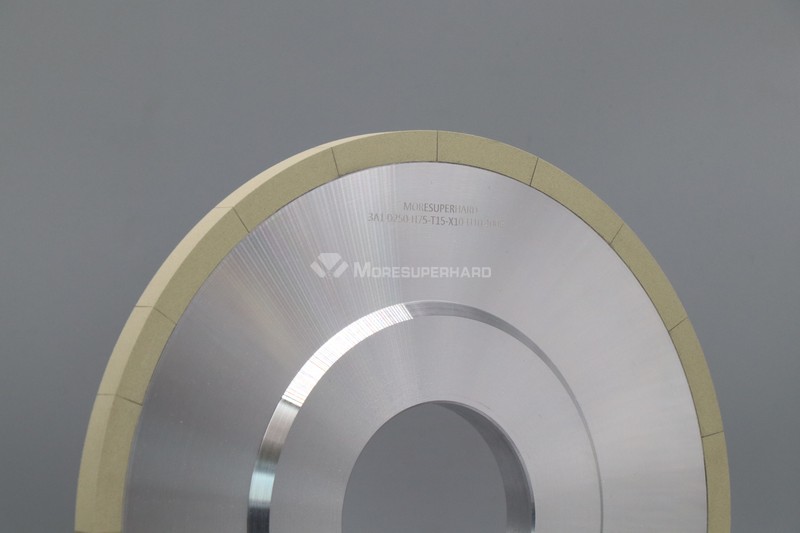
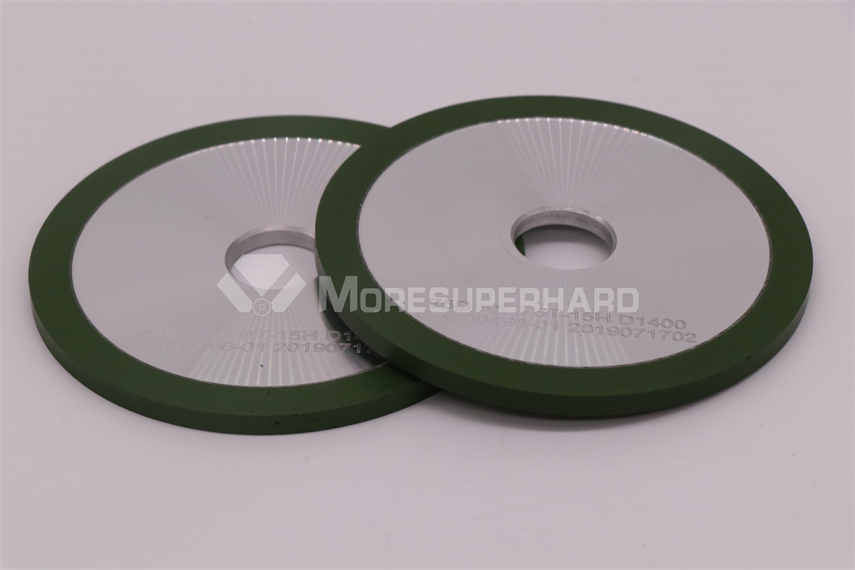
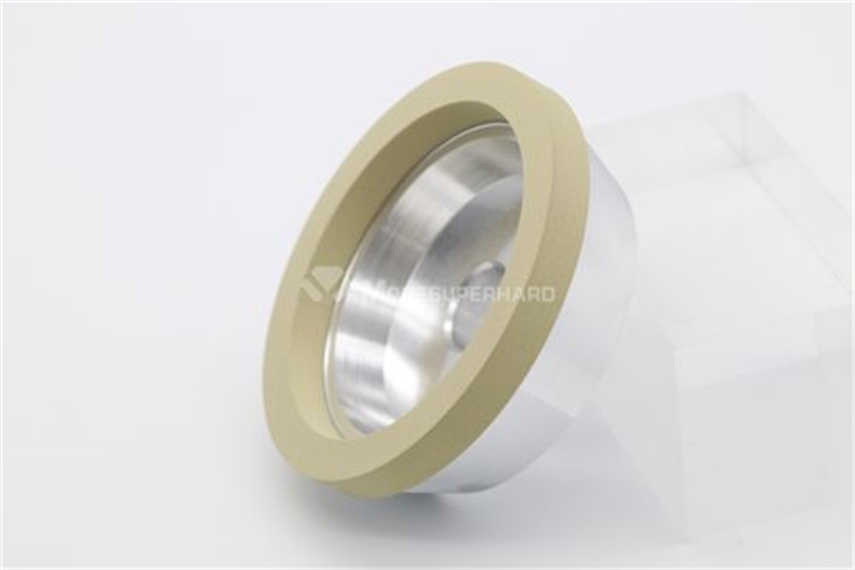
Multiple Wheel Shapes Available – Full range of standard profiles including 1A1 (peripheral grinding), 6A2 (face grinding), 14A1 (fluting/grooving), 11V9/12V9 (cup wheels), 1V1, 3A1 – plus custom geometries to OEM drawings.
Wide Diameter Range – Standard sizes from D75mm to D400mm with rim widths 3-15mm, bore diameters customizable to fit Walter, ANCA, EWAG, Coborn, and other CNC tool grinder spindles.
Premium Diamond Grit Selection – Available in mesh sizes from D7 (3μm ultra-fine) to D181 (coarse), with diamond concentrations 75%–125% precisely engineered for each application’s surface finish and removal rate requirements.
High Thermal Stability – Ceramic bond withstands grinding temperatures up to 1000°C without degradation, preventing wheel burn and bond breakdown that commonly affects resin bonded wheels in heavy-duty grinding.
EDM Truing Compatible – Most vitrified diamond wheel formulations support electrical discharge machining (EDM) truing and dressing, enabling fast, precise wheel preparation directly on the tool grinder.