Diamond roller dressing method: A method of using a rotary tool in which the work surface is inlaid or covered with many small particles of diamond to cut-in the dressing wheel.
Diamond rotary roller applications
Diamond dressing rollers are widely used in grinding processes and workpieces. Such as profile forming grinding (with core and without core), internal profile, thread profile, flat profile, guide plate, multi-key shaft and gear.
These workpieces and grinding processes are mainly used in the following industrial fields:
* Automobile industry
Engine: face shaft, main bearing, connecting rod bearing, camshaft
Piston ring groove: valve head, stem, valve head and groove expansion plug
Outlet box: shaft gear seat, spline shaft, gear shaft groove
Chassis: steering joint, direction axis, thread, direction joint
Steering gear: steering column, steering turbine, rack
* Electric industry. Transceiver parts, magnet holder, bobbin
* Aircraft industry. Piston rod and valve, vane
* Processing thread, gear industry, bearing industry.
Application Technology of Diamond Dressing Roller
The grinding performance of the grinding wheel is related to many factors, such as: the arrangement of the grinding wheel and the workpiece, the sharpness of the abrasive particles on the grinding surface of the grinding wheel and the structure of the grinding surface, the meshing movement conditions of the grinding wheel and the workpiece such as the length of the mesh, the depth of grinding Wait. The diamond wheel dressing is also combined with these factors in the actual grinding application to maximize the grinding performance of the grinding wheel.
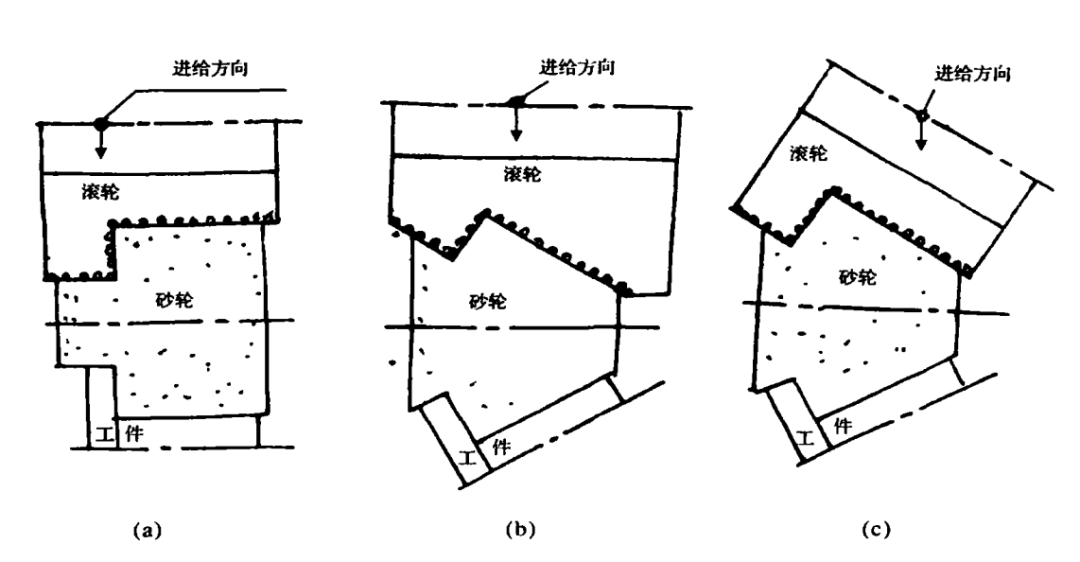
Roller-grinding wheel-workpiece arrangement
Generally, the arrangement of rollers, grinding wheels, and workpieces is parallel to each other, as shown in Figure a. This method repairs the effective roughness of the shoulder portion of the grinding wheel, which is easy to cause burns on the shoulder surface of the workpiece.
Switching to the arrangement shown in Figure b, the effective roughness of the wheel shoulder increases and burns are less likely to occur. However, the profile of the roller is not consistent with the profile of the workpiece, which increases the difficulty of the design and manufacture of the roller.
Change to the arrangement shown in Figure c, except that the workpiece is not easy to burn, and the shape of the roller is consistent with the workpiece.
 Effective surface roughness of grinding wheel (Rts)
Effective surface roughness of grinding wheel (Rts)
Effective roughness directly affects the achievable productivity, the surface finish of the processed workpiece, the grinding temperature and the grinding edge, which also affects the accuracy of the processed workpiece size and shape and the surface quality of the workpiece. Grinding temperature and grinding force also affect the life of the grinding wheel and the number of workpieces that can be processed by the grinding wheel per dressing, and therefore are also related to the life of the roller. Generally, when Rts increases, the achievable productivity increases, the grinding force and grinding temperature decrease, and the surface finish of the workpiece to be processed also decreases.
Rts is affected by the diamond size of the wheel, dressing conditions, vibration during dressing, and use time after dressing
Effect of diamond particle size
The coarser the grain size, the larger the Rts of the repaired grinding wheel, so that high productivity, relatively low grinding force and grinding temperature can be obtained, and the life of the roller is also relatively long. For example, when you trim a double-arc grinding wheel with an inner-plating roller made of 60-grit diamond, grinding a 1m ball screw often causes burns, and it is almost impossible to grind the finished product. If the 20-grit diamond roller is used instead, the grinding performance of the repaired grinding wheel is significantly improved, and no grinding burns will occur. However, affected by the finish of the workpiece and the profile of the roller, the choice of diamond particle size must first meet the requirements of the workpiece finish and dimensional accuracy.
Influence of dressing conditions
Three major influencing factors of dressing conditions: speed ratio, cutting feed rate, and light dressing speed.
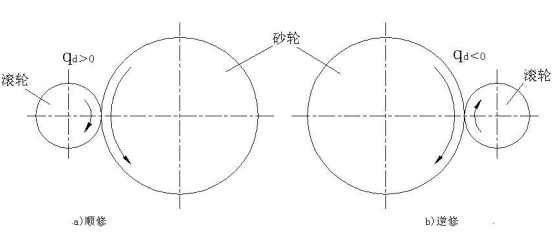
1) Speed ratio: speed ratio qd = Vr / Vs said. Where Vr is the peripheral speed of the roller and Vs is the peripheral speed of the grinding wheel.
When qd> 0, it is forward dressing, the speed direction of the wheel and the grinding wheel at the contact point is the same (figure a);
When qd <0, it is reverse dressing, and the speed direction at the contact is opposite (figure b).
 2) Cutting feed rate
2) Cutting feed rate
The relationship between the speed ratio, feed rate and smooth speed of the four different feed rates for the cylindrical grinding wheel dressing and the roughness of the working surface of the grinding wheel. As shown below:
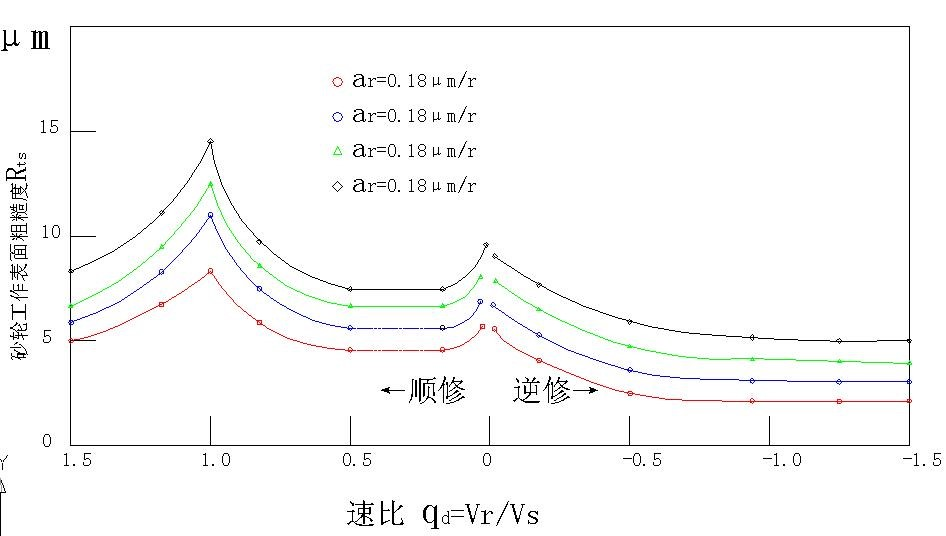
As the amount of feed per revolution of the grinding wheel increases, generally speaking, the roughness will also increase, and this increase is much more dramatic during repairs than during reverse repairs. However, as the number of revolutions of light repair increases, the effect of feed rate on roughness gradually disappears. As shown below:
3) Light dressing speed
When the speed of light dressing is below na = 50, the effect of light repair on Rts is greater. Without light trimming, that is, trimming with na = 0, the maximum Rts value can be obtained. At this time, the grinding performance of the grinding wheel is the best. But when na> 50, the effect of light repair on Rts quickly disappeared.
As shown in the figure, as na increases, Rts decreases, that is, the more the number of light repair revolutions, the smaller the Rts, and the more "smooth" the surface of the grinding wheel; after na reaches 80 revolutions, the Rts changes very little. Therefore, in order to save non-grinding time, it is recommended that the number of cooperative light-repairing revolutions be na = 0 to 60 revolutions.







