
.jpg)





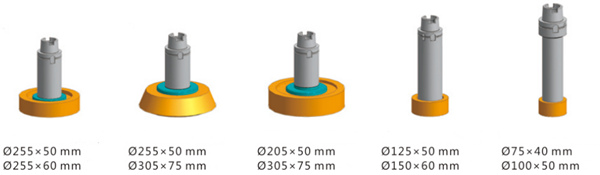
► Single point diamond dressers
► Multi point diamond dressers
► Forming diamond dressers
► Impregnated diamond dressers
| Grinding accuracy | Grinding capacity | ||
| Roundness | 1.5um | Grinding maximum outer diameter | 860mm |
| Concentricity | 2.5um | Internal grinding diameter range | D50-700mm |
| Surface roughness | 0.1um | Grinding maximum height | 600mm |
| Maximum load | 800kg | ||
| Item | Specification | Mark | |
| Capability | Grindable inner diameter Grindable outer diameter Grindable length (inner diameter) Grindable length (outer diameter) Swivel diameter of workpiece spindle Height from the top of the workpiece spindle to the top of the workpiece Weight that the workpiece spindle can bear |
(φ50)~φ800 ~φ800 325 (φ250 or less) 485 (φ250 or more, shank length 350) 500 (plane grinding wheel, shank length 350) 150 (bevel grinding wheel, same diameter) φ850 600 700kg |
100mm on the workpiece spindle Outside the processing range Maximum value Including fixture Including fixture |
| Grinding wheel spindle | Rotation speed Used spindle wheel diameter Lubrication method Taper hole Power (continuous fixed frame) |
2,800 to 8,000 r/min φ45 to φ305 with sealed grease HSK-E100 18.0 KW |
Maximum |
| Grinding wheel table | Indexing angle | 0 degree, 22 degrees | 2 positions fixed |
| Workpiece Spindle |
Workpiece spindle size Rotation speed Power (continuous fixed frame) |
Φ800 50 ~ 200 r/min (stepless) 11 KW (continuous/30 minutes) |
|
| X -axis | Movement amount From the workpiece spindle center to the left Movement amount From the workpiece spindle center to the right Movement speed Movement amount per handwheel rotation Movement amount per handwheel scale Minimum setting unit |
315 1,285 0 ~10,000 mm/ min 0.01,0.1,1 0.001,0.01,0.1 0.001 |
By switching By switching |
| Z -axis | Movement amount Movement speed Movement amount per handwheel revolution Movement amount per handwheel scale Minimum setting unit |
800 0 ~6,000 mm/ min 0.01,0.1,1 0.001,0.01,0.1 0.001 |
By switching By switching |
| W -axis | Movement amount Movement speed Movement amount per handwheel revolution Movement amount per handwheel scale Minimum setting unit |
700 0 ~3,000 mm/ min 0.01,0.1,1 0.001,0.01,0.1 0.001 |
By switching By switching |
| motor | For X-axis For Z-axis For B-axis For W-axis For C-axis For ATC rotation For rotary grinding wheel dresser For hydraulic pump For hydrostatic rotary table For coolant pump (for grinding) For coolant pump (for cleaning) For spindle cooling For hydrostatic rotary table cooling For magnetic separator (For paper filter) (For oil mist collector) |
4.5 KW 3.55 KW 3.0 KW 0.4 KW 11.0 KW 0.75 KW 1.0 KW 1.5 KW 2.2 KW 3.0 KW 1.35 KW 2.5 KW 3.5 KW (40 W -4P) (2.2 KW -4P) |
|
| Body weight | 16 t | ||
| Control device | Shindai/FANUC/Siemens | ||
| No. | Control device specifications | Contents |
| 1 | Operating system | M A P S IV |
| 2 | 15-inch color LCD display | |
| 3 | Fixed cycle for grinding | Macro executor |
| 4 | Background editing | |
| 5 | Help function | M code, G code, alarm display |
| 6 | Input and output interface | USB |
| 7 | User macro program | B |
| 8 | Addition of macro program common variables | #500-#999 |
| 9 | Storage stroke check 2, 3 | |
| 10 | Block cancellation 2 to 9 | On screen |
| 11 | Program storage capacity | 1 Mbyte (tape memory length equivalent to about 2560m) |
| 12 | Number of registered programs | 1000 |
| 13 | NC guide | CD-ROM |
| 14 | Pulse handwheel | Place separately |
| 15 | Leakage circuit breaker | |
| 16 | NC screen language display | Chinese (Simplified and Traditional) |
| 17 | Input unit | mm |
| 18 | Conversational grinding program | GriPSII |
| No. | GriPS II specifications | Content |
| 1 | Number of workpieces that can be registered | Unlimited |
| 2 | Number of processes that can be registered | Unlimited |
| 3 | Number of grinding wheels that can be registered | 6 |
| 4 | Grinding cycle | 14 |
| 5 | Grinding wheel cycle | 5 |
| 6 | I/O function for registered data | USB |
| 7 | GriPS language expression | Chinese |
| 8 | Input unit | mm |
| 9 | Application area | Program capacity 850kbyte |
| Conditional items | Scope of use |
| Pressing dew point | 10 ℃ below(0.7 MPa) |
| host action pressure | 0.5 MPa |
| flow* | 1,500 L/min <ANR> |
| compressed air | 0.5~1.0 MPa |





